Каталог Iscar вращающийся инструмент 2017 - страница 396
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022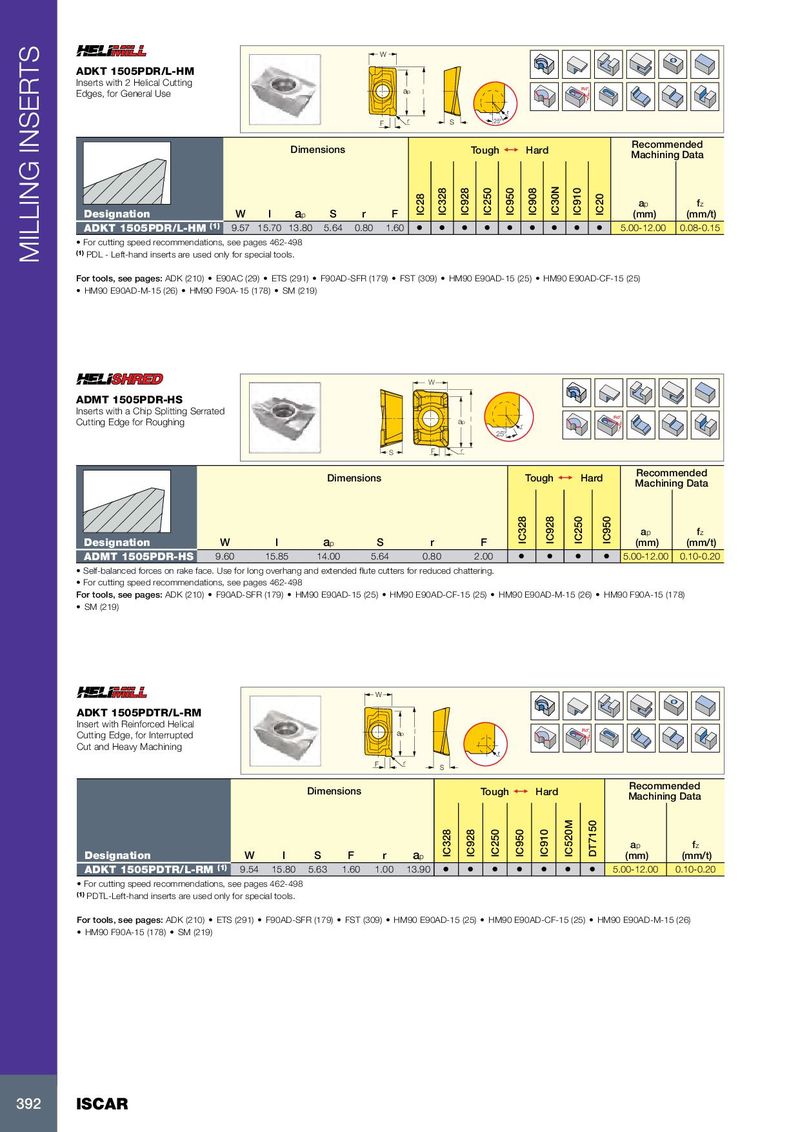
W ADKT 1505PDR/L-HM Inserts with 2 Helical Cutting Edges, for General Use ap l Rd° r F r S 25° Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l a p S r F IC28 IC328 IC928 IC250 IC950 IC908 IC30N IC910 IC20 (mm) (mm/t) ADKT 1505PDR/L-HM (1) 9.57 15.70 13.80 5.64 0.80 1.60 • • • • • • • • • 5.00-12.00 0.08-0.15 • For cutting speed recommendations, see pages 462-498 (1) PDL - Left-hand inserts are used only for special tools. MILLING INSERTS For tools, see pages: ADK (210) • E90AC (29) • ETS (291) • F90AD-SFR (179) • FST (309) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) • SM (219) W ADMT 1505PDR-HS Inserts with a Chip Splitting Serrated Rd° Cutting Edge for Roughing ap l r 25° S F r Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l a p S r F IC328 IC928 IC250 IC950 (mm) (mm/t) ADMT 1505PDR-HS 9.60 15.85 14.00 5.64 0.80 2.00 • • • • 5.00-12.00 0.10-0.20 • Self-balanced forces on rake face. Use for long overhang and extended flute cutters for reduced chattering. • For cutting speed recommendations, see pages 462-498 For tools, see pages: ADK (210) • F90AD-SFR (179) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) • SM (219) W ADKT 1505PDTR/L-RM Insert with Reinforced Helical Rd° Cutting Edge, for Interrupted ap l Cut and Heavy Machining r F r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l S F r a p IC328 IC928 IC250 IC950 IC910 IC520M DT7150 (mm) (mm/t) ADKT 1505PDTR/L-RM (1) 9.54 15.80 5.63 1.60 1.00 13.90 • • • • • • • 5.00-12.00 0.10-0.20 • For cutting speed recommendations, see pages 462-498 (1) PDTL-Left-hand inserts are used only for special tools. For tools, see pages: ADK (210) • ETS (291) • F90AD-SFR (179) • FST (309) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) • SM (219) 392 ISCAR