Каталог Iscar вращающийся инструмент 2017 - страница 394
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022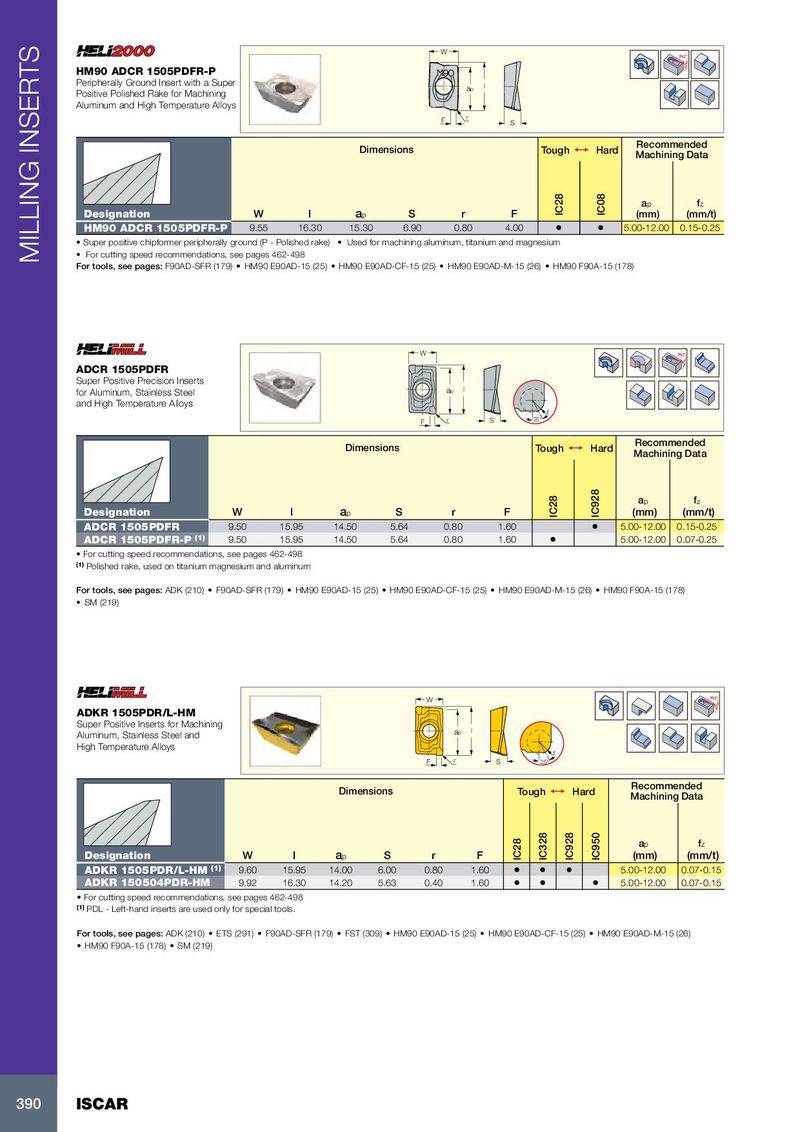
W Rd° HM90 ADCR 1505PDFR-P Peripherally Ground Insert with a Super ap l Positive Polished Rake for Machining Aluminum and High Temperature Alloys F r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l a p S r F IC28 IC08 (mm) (mm/t) HM90 ADCR 1505PDFR-P 9.55 16.30 15.30 6.90 0.80 4.00 • • 5.00-12.00 0.15-0.25 • Super positive chipformer peripherally ground (P - Polished rake) • Used for machining aluminum, titanium and magnesium • For cutting speed recommendations, see pages 462-498 MILLING INSERTS For tools, see pages: F90AD-SFR (179) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) W Rd° ADCR 1505PDFR Super Positive Precision Inserts for Aluminum, Stainless Steel ap l and High Temperature Alloys r F r S 25° Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l a p S r F IC28 IC928 (mm) (mm/t) ADCR 1505PDFR 9.50 15.95 14.50 5.64 0.80 1.60 • 5.00-12.00 0.15-0.25 ADCR 1505PDFR-P (1) 9.50 15.95 14.50 5.64 0.80 1.60 • 5.00-12.00 0.07-0.25 • For cutting speed recommendations, see pages 462-498 (1) Polished rake, used on titanium magnesium and aluminum For tools, see pages: ADK (210) • F90AD-SFR (179) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) • SM (219) W Rd° ADKR 1505PDR/L-HM Super Positive Inserts for Machining Aluminum, Stainless Steel and ap l High Temperature Alloys r F r S 25° Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l a p S r F IC28 IC328 IC928 IC950 (mm) (mm/t) ADKR 1505PDR/L-HM (1) 9.60 15.95 14.00 6.00 0.80 1.60 • • • 5.00-12.00 0.07-0.15 ADKR 150504PDR-HM 9.92 16.30 14.20 5.63 0.40 1.60 • • • 5.00-12.00 0.07-0.15 • For cutting speed recommendations, see pages 462-498 (1) PDL - Left-hand inserts are used only for special tools. For tools, see pages: ADK (210) • ETS (291) • F90AD-SFR (179) • FST (309) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) • SM (219) 390 ISCAR