Каталог Iscar вращающийся инструмент 2017 - страница 393
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022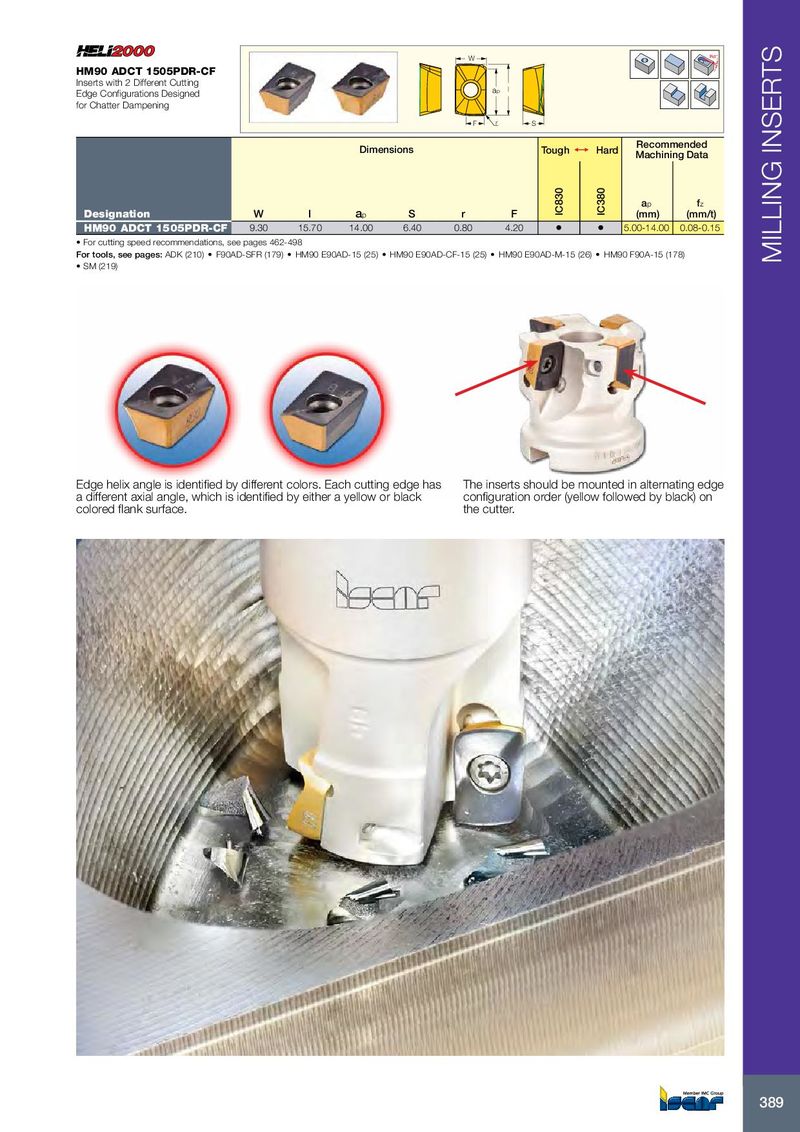
W Rd° HM90 ADCT 1505PDR-CF Inserts with 2 Different Cutting Edge Configurations Designed ap l for Chatter Dampening F r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l a p S r F IC830 IC380 (mm) (mm/t) HM90 ADCT 1505PDR-CF 9.30 15.70 14.00 6.40 0.80 4.20 • • 5.00-14.00 0.08-0.15 • For cutting speed recommendations, see pages 462-498 For tools, see pages: ADK (210) • F90AD-SFR (179) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) MILLING INSERTS • SM (219) Edge helix angle is identified by different colors. Each cutting edge has The inserts should be mounted in alternating edge a different axial angle, which is identified by either a yellow or black configuration order (yellow followed by black) on colored flank surface. the cutter. 389