Каталог Iscar вращающийся инструмент 2017 - страница 392
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022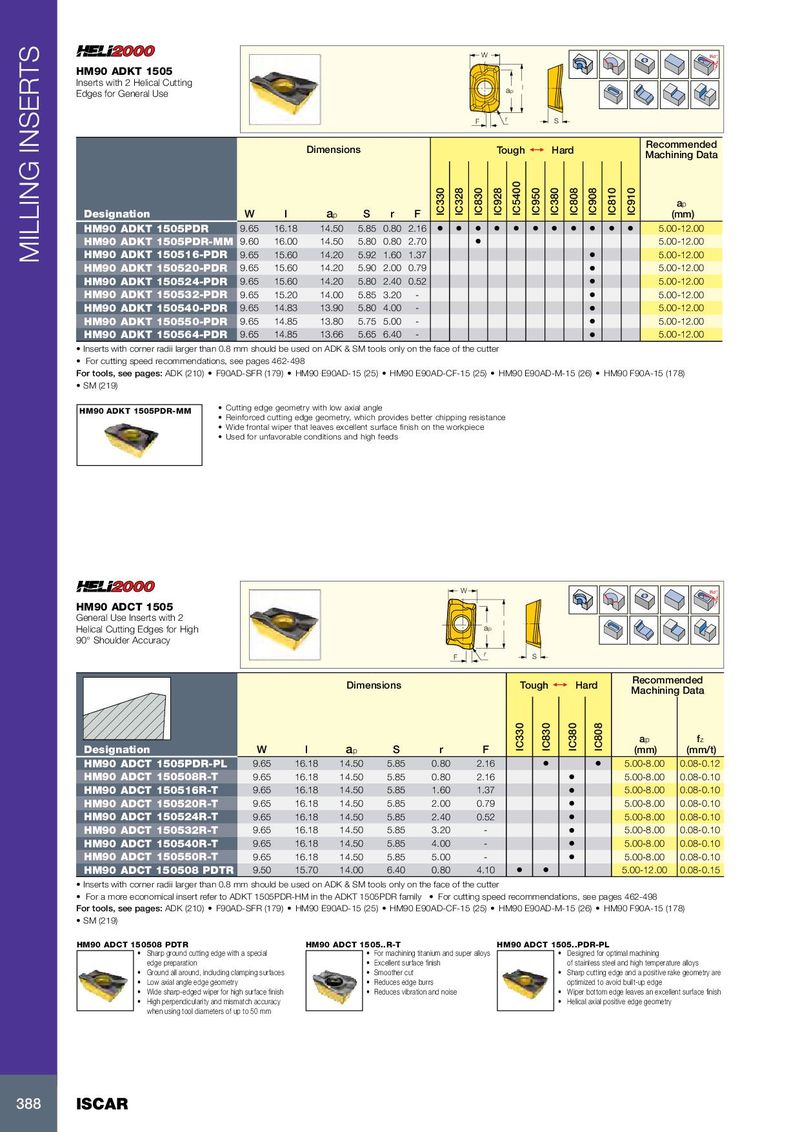
W Rd° HM90 ADKT 1505 Inserts with 2 Helical Cutting ap l Edges for General Use F r S Recommended Dimensions Tough 1 Hard Machining Data a p Designation W l a p S r F IC330 IC328 IC830 IC928 IC5400 IC950 IC380 IC808 IC908 IC810 IC910 (mm) HM90 ADKT 1505PDR 9.65 16.18 14.50 5.85 0.80 2.16 • • • • • • • • • • • 5.00-12.00 HM90 ADKT 1505PDR-MM 9.60 16.00 14.50 5.80 0.80 2.70 • 5.00-12.00 HM90 ADKT 150516-PDR 9.65 15.60 14.20 5.92 1.60 1.37 MILLING INSERTS • 5.00-12.00 HM90 ADKT 150520-PDR 9.65 15.60 14.20 5.90 2.00 0.79 • 5.00-12.00 HM90 ADKT 150524-PDR 9.65 15.60 14.20 5.80 2.40 0.52 • 5.00-12.00 HM90 ADKT 150532-PDR 9.65 15.20 14.00 5.85 3.20 - • 5.00-12.00 HM90 ADKT 150540-PDR 9.65 14.83 13.90 5.80 4.00 - • 5.00-12.00 HM90 ADKT 150550-PDR 9.65 14.85 13.80 5.75 5.00 - • 5.00-12.00 HM90 ADKT 150564-PDR 9.65 14.85 13.66 5.65 6.40 - • 5.00-12.00 • Inserts with corner radii larger than 0.8 mm should be used on ADK & SM tools only on the face of the cutter • For cutting speed recommendations, see pages 462-498 For tools, see pages: ADK (210) • F90AD-SFR (179) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) • SM (219) HM90 ADKT 1505PDR-MM • Cutting edge geometry with low axial angle • Reinforced cutting edge geometry, which provides better chipping resistance • Wide frontal wiper that leaves excellent surface finish on the workpiece • Used for unfavorable conditions and high feeds W Rd° HM90 ADCT 1505 General Use Inserts with 2 l Helical Cutting Edges for High ap 90° Shoulder Accuracy F r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l a p S r F IC330 IC830 IC380 IC808 (mm) (mm/t) HM90 ADCT 1505PDR-PL 9.65 16.18 14.50 5.85 0.80 2.16 • • 5.00-8.00 0.08-0.12 HM90 ADCT 150508R-T 9.65 16.18 14.50 5.85 0.80 2.16 • 5.00-8.00 0.08-0.10 HM90 ADCT 150516R-T 9.65 16.18 14.50 5.85 1.60 1.37 • 5.00-8.00 0.08-0.10 HM90 ADCT 150520R-T 9.65 16.18 14.50 5.85 2.00 0.79 • 5.00-8.00 0.08-0.10 HM90 ADCT 150524R-T 9.65 16.18 14.50 5.85 2.40 0.52 • 5.00-8.00 0.08-0.10 HM90 ADCT 150532R-T 9.65 16.18 14.50 5.85 3.20 - • 5.00-8.00 0.08-0.10 HM90 ADCT 150540R-T 9.65 16.18 14.50 5.85 4.00 - • 5.00-8.00 0.08-0.10 HM90 ADCT 150550R-T 9.65 16.18 14.50 5.85 5.00 - • 5.00-8.00 0.08-0.10 HM90 ADCT 150508 PDTR 9.50 15.70 14.00 6.40 0.80 4.10 • • 5.00-12.00 0.08-0.15 • Inserts with corner radii larger than 0.8 mm should be used on ADK & SM tools only on the face of the cutter • For a more economical insert refer to ADKT 1505PDR-HM in the ADKT 1505PDR family • For cutting speed recommendations, see pages 462-498 For tools, see pages: ADK (210) • F90AD-SFR (179) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) • SM (219) HM90 ADCT 150508 PDTR HM90 ADCT 1505..R-T HM90 ADCT 1505..PDR-PL • Sharp ground cutting edge with a special • For machining titanium and super alloys • Designed for optimal machining edge preparation • Excellent surface finish of stainless steel and high temperature alloys • Ground all around, including clamping surfaces • Smoother cut • Sharp cutting edge and a positive rake geometry are • Low axial angle edge geometry • Reduces edge burrs optimized to avoid built-up edge • Wide sharp-edged wiper for high surface finish • Reduces vibration and noise • Wiper bottom edge leaves an excellent surface finish • High perpendicularity and mismatch accuracy • Helical axial positive edge geometry when using tool diameters of up to 50 mm 388 ISCAR