Каталог Iscar вращающийся инструмент 2017 - страница 391
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022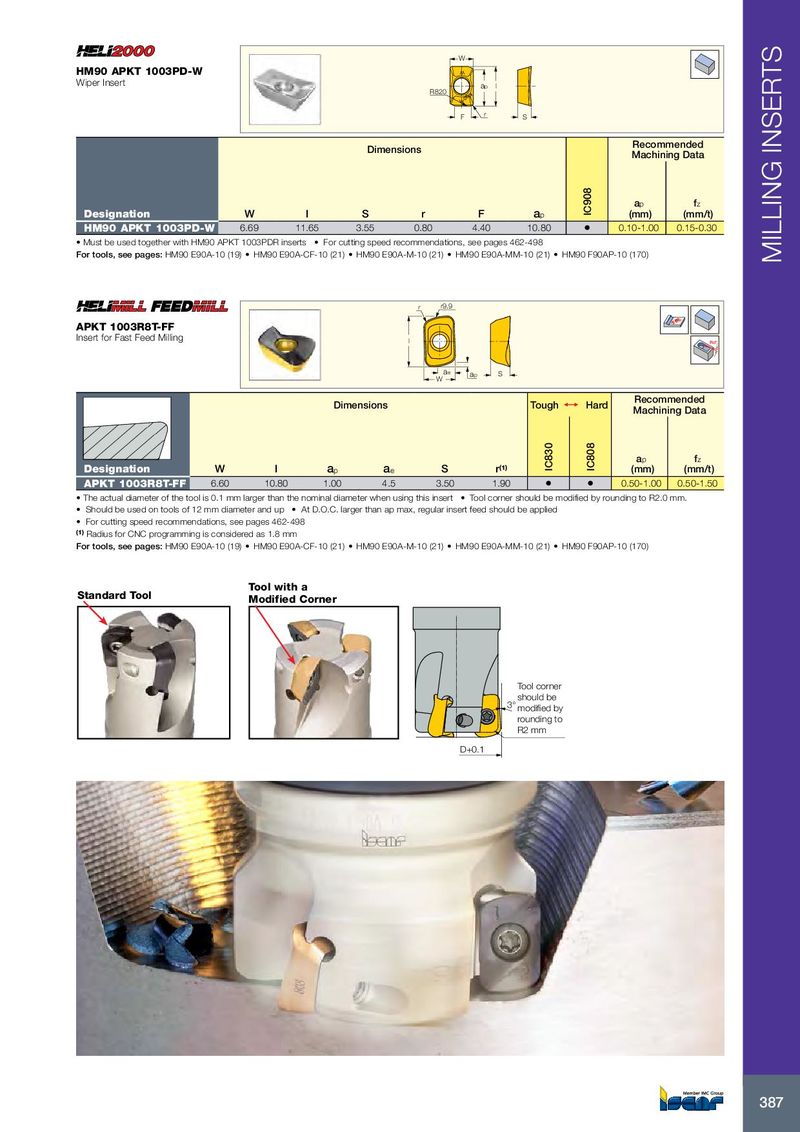
W W HM90 APKT 1003PD-W Wiper Insert ap l R820 0 M9 W F r S Recommended Dimensions Machining Data a p f z Designation W l S r F a p IC908 (mm) (mm/t) HM90 APKT 1003PD-W 6.69 11.65 3.55 0.80 4.40 10.80 • 0.10-1.00 0.15-0.30 • Must be used together with HM90 APKT 1003PDR inserts • For cutting speed recommendations, see pages 462-498 For tools, see pages: HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21) • HM90 F90AP-10 (170) MILLING INSERTS r r9.9 APKT 1003R8T-FF Insert for Fast Feed Milling l Rd° ae ap S W Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l a p a e S r (1) IC830 IC808 (mm) (mm/t) APKT 1003R8T-FF 6.60 10.80 1.00 4.5 3.50 1.90 • • 0.50-1.00 0.50-1.50 • The actual diameter of the tool is 0.1 mm larger than the nominal diameter when using this insert • Tool corner should be modified by rounding to R2.0 mm. • Should be used on tools of 12 mm diameter and up • At D.O.C. larger than ap max, regular insert feed should be applied • For cutting speed recommendations, see pages 462-498 (1) Radius for CNC programming is considered as 1.8 mm For tools, see pages: HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21) • HM90 F90AP-10 (170) Tool with a Standard Tool Modified Corner Tool corner should be 3° modified by rounding to R2 mm D+0.1 387