Каталог Iscar вращающийся инструмент 2017 - страница 388
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022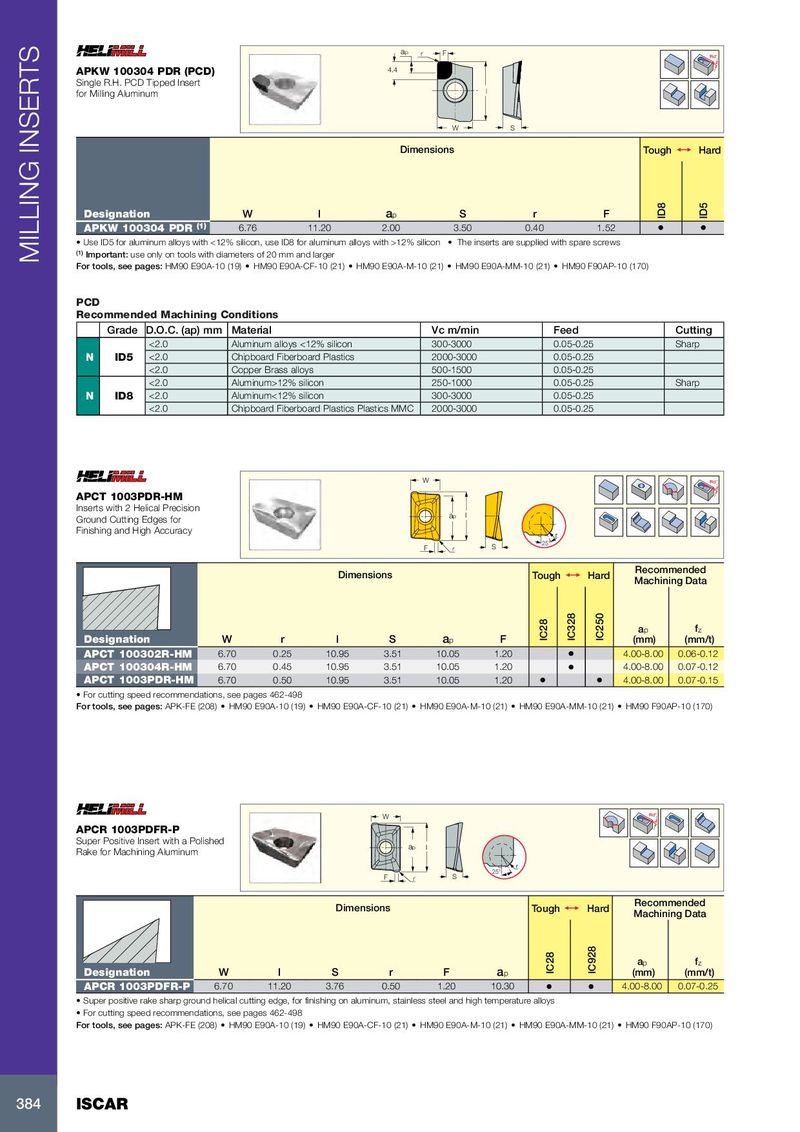
ap r F Rd° APKW 100304 PDR (PCD) 4.4 Single R.H. PCD Tipped Insert for Milling Aluminum l W S Dimensions Tough 1 Hard Designation W l a p S r F ID8 ID5 APKW 100304 PDR (1) 6.76 11.20 2.00 3.50 0.40 1.52 • • • Use ID5 for aluminum alloys with <12% silicon, use ID8 for aluminum alloys with >12% silicon • The inserts are supplied with spare screws (1) Important: use only on tools with diameters of 20 mm and larger MILLING INSERTS For tools, see pages: HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21) • HM90 F90AP-10 (170) PCD Recommended Machining Conditions Grade D.O.C. (ap) mm Material Vc m/min Feed Cutting <2.0 Aluminum alloys <12% silicon 300-3000 0.05-0.25 Sharp N ID5 <2.0 Chipboard Fiberboard Plastics 2000-3000 0.05-0.25 <2.0 Copper Brass alloys 500-1500 0.05-0.25 <2.0 Aluminum>12% silicon 250-1000 0.05-0.25 Sharp N ID8 <2.0 Aluminum<12% silicon 300-3000 0.05-0.25 <2.0 Chipboard Fiberboard Plastics Plastics MMC 2000-3000 0.05-0.25 W Rd° APCT 1003PDR-HM Inserts with 2 Helical Precision Ground Cutting Edges for ap I Finishing and High Accuracy r 25° F r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W r l S a p F IC28 IC328 IC250 (mm) (mm/t) APCT 100302R-HM 6.70 0.25 10.95 3.51 10.05 1.20 • 4.00-8.00 0.06-0.12 APCT 100304R-HM 6.70 0.45 10.95 3.51 10.05 1.20 • 4.00-8.00 0.07-0.12 APCT 1003PDR-HM 6.70 0.50 10.95 3.51 10.05 1.20 • • 4.00-8.00 0.07-0.15 • For cutting speed recommendations, see pages 462-498 For tools, see pages: APK-FE (208) • HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21) • HM90 F90AP-10 (170) W Rd° APCR 1003PDFR-P Super Positive Insert with a Polished ap I Rake for Machining Aluminum r 25° F r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l S r F a p IC28 IC928 (mm) (mm/t) APCR 1003PDFR-P 6.70 11.20 3.76 0.50 1.20 10.30 • • 4.00-8.00 0.07-0.25 • Super positive rake sharp ground helical cutting edge, for finishing on aluminum, stainless steel and high temperature alloys • For cutting speed recommendations, see pages 462-498 For tools, see pages: APK-FE (208) • HM90 E90A-10 (19) • HM90 E90A-CF-10 (21) • HM90 E90A-M-10 (21) • HM90 E90A-MM-10 (21) • HM90 F90AP-10 (170) 384 ISCAR