Каталог Iscar вращающийся инструмент 2017 - страница 385
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022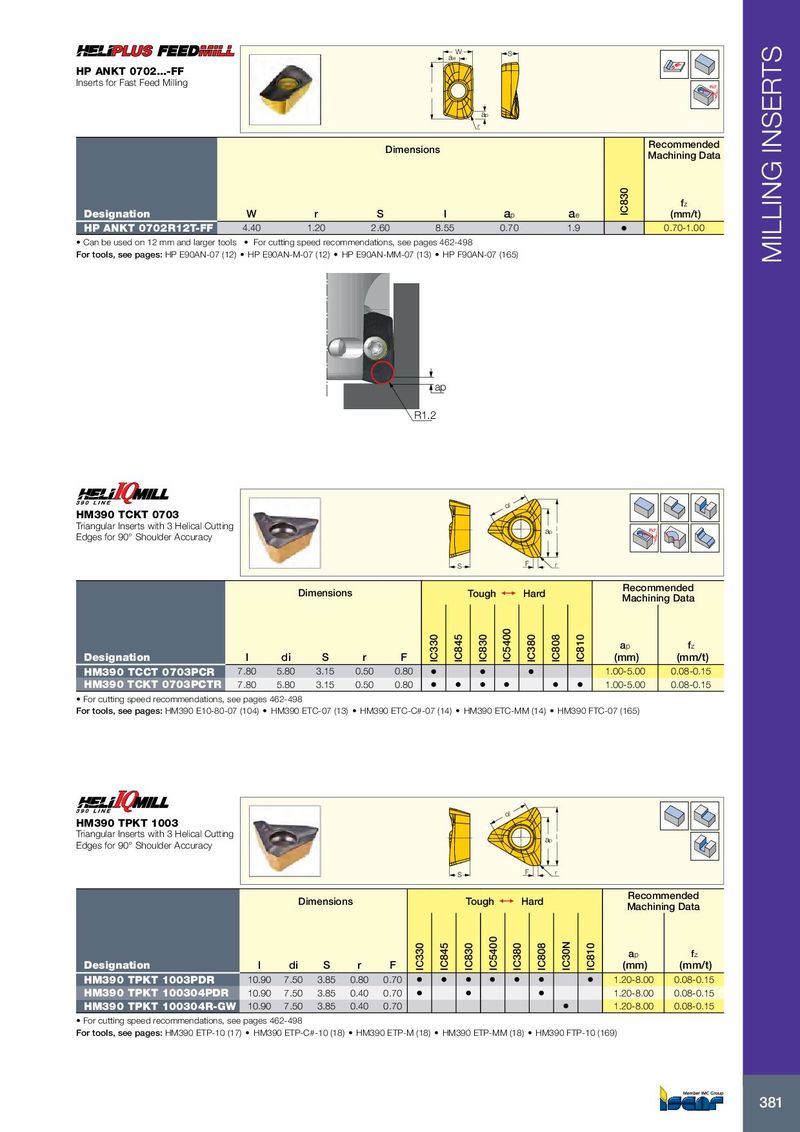
W ae S HP ANKT 0702...-FF Inserts for Fast Feed Milling l Rd° ap r Recommended Dimensions Machining Data f z Designation W r S l a p a e IC830 (mm/t) HP ANKT 0702R12T-FF 4.40 1.20 2.60 8.55 0.70 1.9 • 0.70-1.00 • Can be used on 12 mm and larger tools • For cutting speed recommendations, see pages 462-498 For tools, see pages: HP E90AN-07 (12) • HP E90AN-M-07 (12) • HP E90AN-MM-07 (13) • HP F90AN-07 (165) MILLING INSERTS ap R1.2 di HM390 TCKT 0703 Triangular Inserts with 3 Helical Cutting ap l Rd° Edges for 90° Shoulder Accuracy S F r Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l di S r F IC330 IC845 IC830 IC5400 IC380 IC808 IC810 (mm) (mm/t) HM390 TCCT 0703PCR 7.80 5.80 3.15 0.50 0.80 • • • 1.00-5.00 0.08-0.15 HM390 TCKT 0703PCTR 7.80 5.80 3.15 0.50 0.80 • • • • • • 1.00-5.00 0.08-0.15 • For cutting speed recommendations, see pages 462-498 For tools, see pages: HM390 E10-80-07 (104) • HM390 ETC-07 (13) • HM390 ETC-C#-07 (14) • HM390 ETC-MM (14) • HM390 FTC-07 (165) di HM390 TPKT 1003 Triangular Inserts with 3 Helical Cutting ap l Edges for 90° Shoulder Accuracy S F r Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l di S r F IC330 IC845 IC830 IC5400 IC380 IC808 IC30N IC810 (mm) (mm/t) HM390 TPKT 1003PDR 10.90 7.50 3.85 0.80 0.70 • • • • • • • 1.20-8.00 0.08-0.15 HM390 TPKT 100304PDR 10.90 7.50 3.85 0.40 0.70 • • • 1.20-8.00 0.08-0.15 HM390 TPKT 100304R-GW 10.90 7.50 3.85 0.40 0.70 • 1.20-8.00 0.08-0.15 • For cutting speed recommendations, see pages 462-498 For tools, see pages: HM390 ETP-10 (17) • HM390 ETP-C#-10 (18) • HM390 ETP-M (18) • HM390 ETP-MM (18) • HM390 FTP-10 (169) 381