Каталог Iscar вращающийся инструмент 2017 - страница 380
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022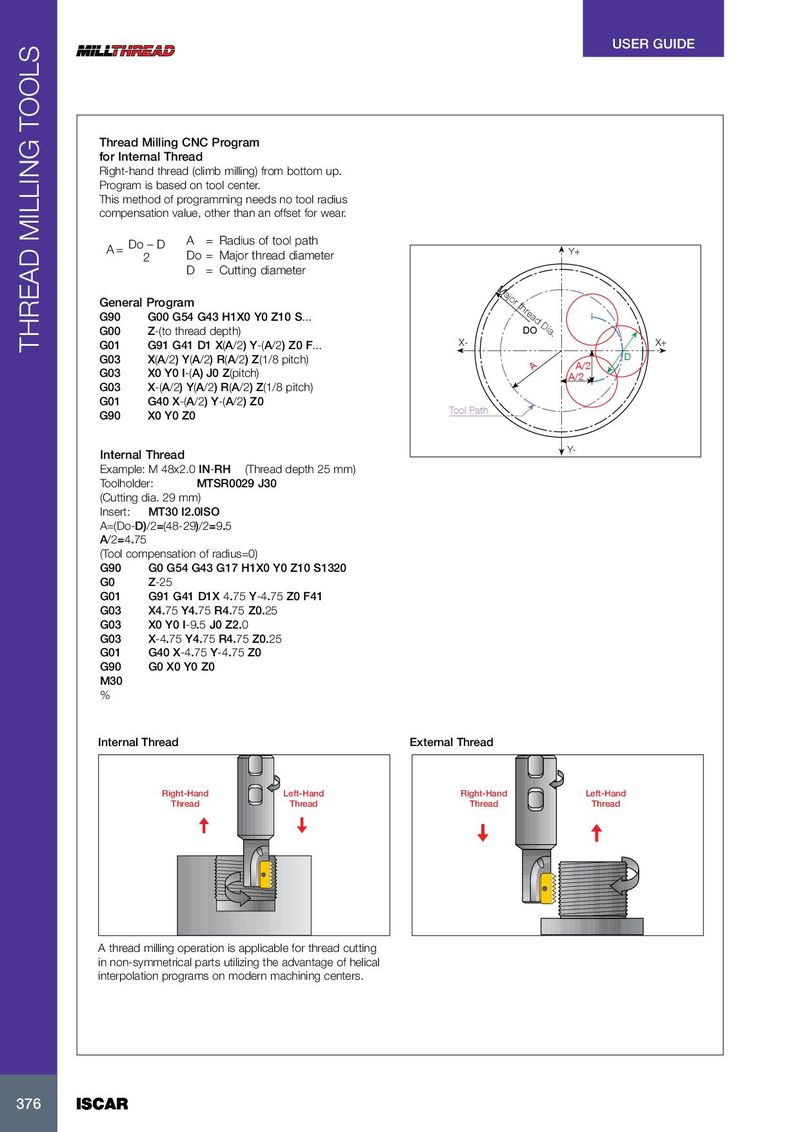
USER GUIDE Thread Milling CNC Program for Internal Thread Right-hand thread (climb milling) from bottom up. Program is based on tool center. This method of programming needs no tool radius compensation value, other than an offset for wear. Do – D A = Radius of tool path A = Y+ 2 Do = Major thread diameter D = Cutting diameter Major thread Dia. General Program G90 G00 G54 G43 H1X0 Y0 Z10 S... G00 Z-(to thread depth) DO X- X+ THREAD MILLING TOOLS G01 G91 G41 D1 X(A/2) Y-(A/2) Z0 F... G03 X(A/2) Y(A/2) R(A/2) Z(1/8 pitch) D A A/2 G03 X0 Y0 I-(A) J0 Z(pitch) A/2 G03 X-(A/2) Y(A/2) R(A/2) Z(1/8 pitch) G01 G40 X-(A/2) Y-(A/2) Z0 Tool Path G90 X0 Y0 Z0 Y- Internal Thread Example: M 48x2.0 IN-RH (Thread depth 25 mm) Toolholder: MTSR0029 J30 (Cutting dia. 29 mm) Insert: MT30 I2.0ISO A=(Do-D)/2=(48-29)/2=9.5 A/2=4.75 (Tool compensation of radius=0) G90 G0 G54 G43 G17 H1X0 Y0 Z10 S1320 G0 Z-25 G01 G91 G41 D1X 4.75 Y-4.75 Z0 F41 G03 X4.75 Y4.75 R4.75 Z0.25 G03 X0 Y0 I-9.5 J0 Z2.0 G03 X-4.75 Y4.75 R4.75 Z0.25 G01 G40 X-4.75 Y-4.75 Z0 G90 G0 X0 Y0 Z0 M30 % Internal Thread External Thread Right-Hand Left-Hand Right-Hand Left-Hand Thread Thread Thread Thread A thread milling operation is applicable for thread cutting in non-symmetrical parts utilizing the advantage of helical interpolation programs on modern machining centers. 376 376 376 ISCAR ISCAR ISCAR