Каталог Iscar вращающийся инструмент 2017 - страница 379
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022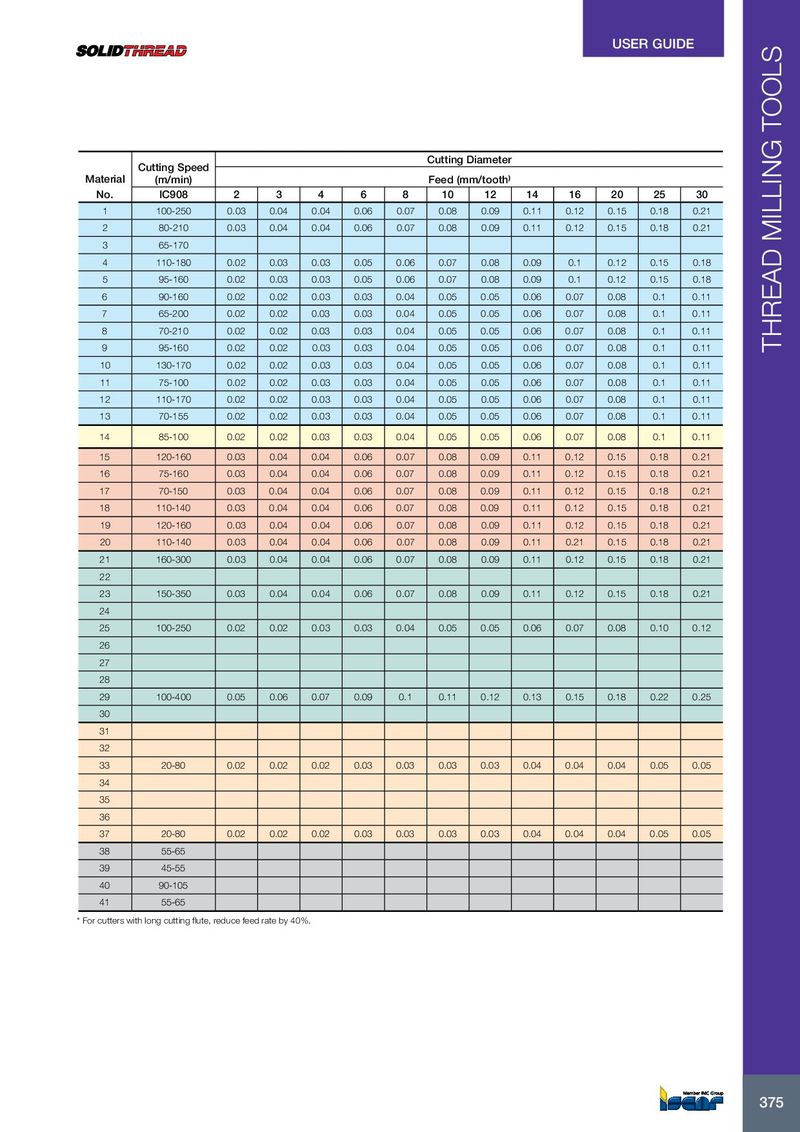
USER GUIDE Cutting Diameter Cutting Speed Material (m/min) Feed (mm/tooth ) No. IC908 2 3 4 6 8 10 12 14 16 20 25 30 1 100-250 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21 2 80-210 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21 3 65-170 4 110-180 0.02 0.03 0.03 0.05 0.06 0.07 0.08 0.09 0.1 0.12 0.15 0.18 5 95-160 0.02 0.03 0.03 0.05 0.06 0.07 0.08 0.09 0.1 0.12 0.15 0.18 6 90-160 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11 7 65-200 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11 8 70-210 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11 9 95-160 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11 THREAD MILLING TOOLS 10 130-170 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11 11 75-100 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11 12 110-170 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11 13 70-155 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11 14 85-100 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11 15 120-160 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21 16 75-160 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21 17 70-150 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21 18 110-140 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21 19 120-160 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21 20 110-140 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.21 0.15 0.18 0.21 21 160-300 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21 22 23 150-350 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21 24 25 100-250 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.10 0.12 26 27 28 29 100-400 0.05 0.06 0.07 0.09 0.1 0.11 0.12 0.13 0.15 0.18 0.22 0.25 30 31 32 33 20-80 0.02 0.02 0.02 0.03 0.03 0.03 0.03 0.04 0.04 0.04 0.05 0.05 34 35 36 37 20-80 0.02 0.02 0.02 0.03 0.03 0.03 0.03 0.04 0.04 0.04 0.05 0.05 38 55-65 39 45-55 40 90-105 41 55-65 * For cutters with long cutting flute, reduce feed rate by 40%. 375 375 375