Каталог Iscar вращающийся инструмент 2017 - страница 381
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022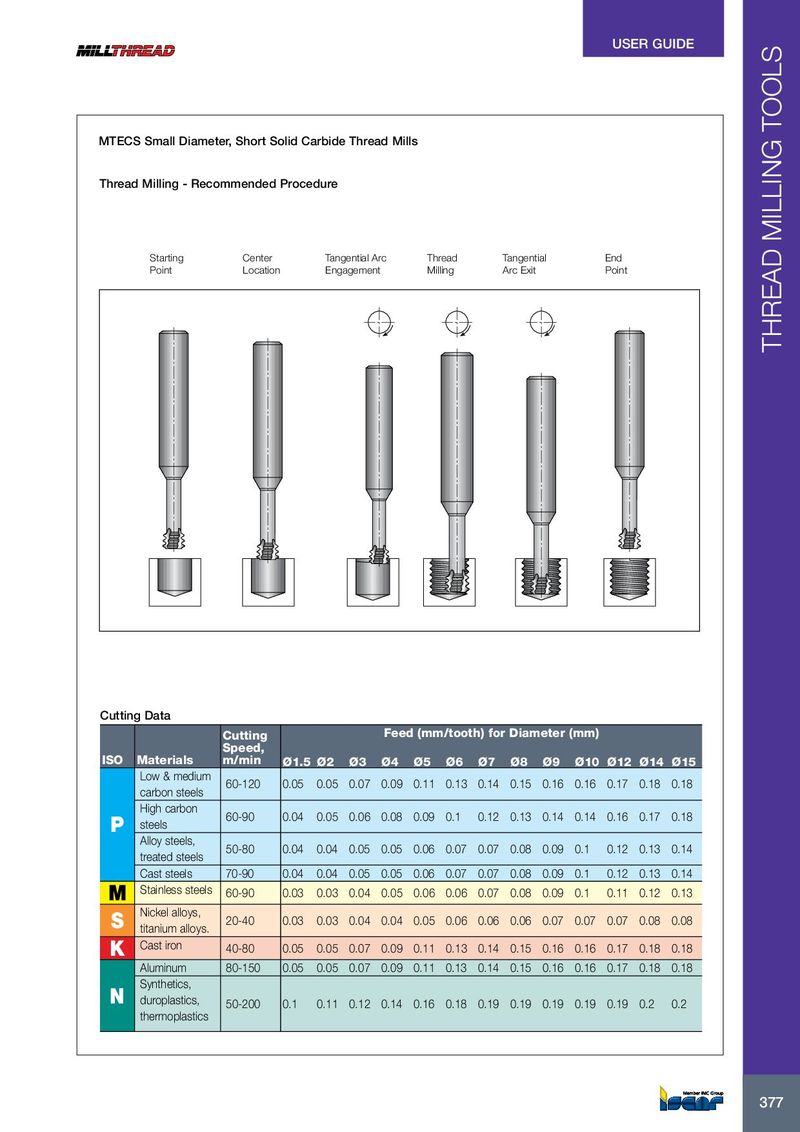
USER GUIDE MTECS Small Diameter, Short Solid Carbide Thread Mills Thread Milling - Recommended Procedure Starting Center Tangential Arc Thread Tangential End Point Location Engagement Milling Arc Exit Point THREAD MILLING TOOLS Cutting Data Cutting Feed (mm/tooth) for Diameter (mm) Speed, ISO Materials m/min Ø1.5 Ø2 Ø3 Ø4 Ø5 Ø6 Ø7 Ø8 Ø9 Ø10 Ø12 Ø14 Ø15 Low & medium 60-120 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18 carbon steels High carbon 60-90 0.04 0.05 0.06 0.08 0.09 0.1 0.12 0.13 0.14 0.14 0.16 0.17 0.18 P steels Alloy steels, 50-80 0.04 0.04 0.05 0.05 0.06 0.07 0.07 0.08 0.09 0.1 0.12 0.13 0.14 treated steels Cast steels 70-90 0.04 0.04 0.05 0.05 0.06 0.07 0.07 0.08 0.09 0.1 0.12 0.13 0.14 Stainless steels M 60-90 0.03 0.03 0.04 0.05 0.06 0.06 0.07 0.08 0.09 0.1 0.11 0.12 0.13 Nickel alloys, S 20-40 0.03 0.03 0.04 0.04 0.05 0.06 0.06 0.06 0.07 0.07 0.07 0.08 0.08 titanium alloys. Cast iron K 40-80 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18 Aluminum 80-150 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18 Synthetics, N duroplastics, 50-200 0.1 0.11 0.12 0.14 0.16 0.18 0.19 0.19 0.19 0.19 0.19 0.2 0.2 thermoplastics 377 377 377