Каталог Iscar вращающийся инструмент 2017 - страница 337
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022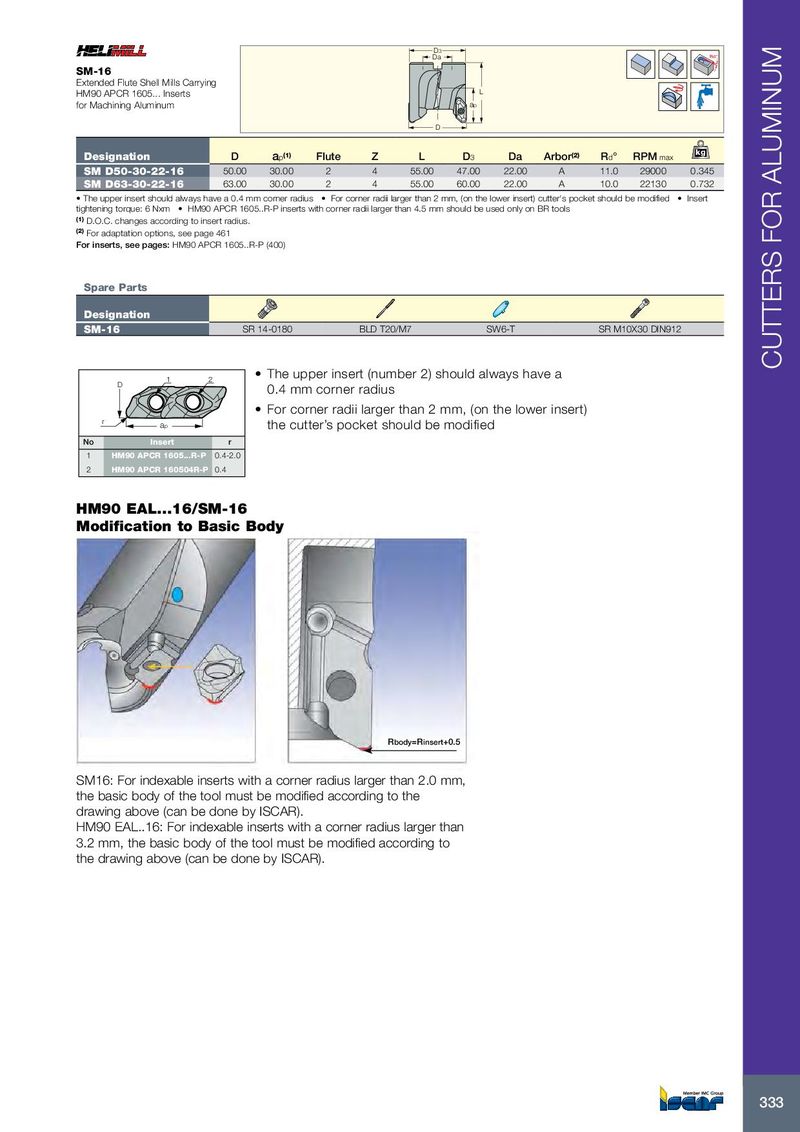
D3 Da Rd° SM-16 Extended Flute Shell Mills Carrying HM90 APCR 1605... Inserts L for Machining Aluminum ap D kg Designation D a p (1) Flute Z L D 3 Da Arbor (2) R d ° RPM max SM D50-30-22-16 50.00 30.00 2 4 55.00 47.00 22.00 A 11.0 29000 0.345 SM D63-30-22-16 63.00 30.00 2 4 55.00 60.00 22.00 A 10.0 22130 0.732 • The upper insert should always have a 0.4 mm corner radius • For corner radii larger than 2 mm, (on the lower insert) cutter's pocket should be modified • Insert tightening torque: 6 Nxm • HM90 APCR 1605..R-P inserts with corner radii larger than 4.5 mm should be used only on BR tools (1) D.O.C. changes according to insert radius. (2) For adaptation options, see page 461 For inserts, see pages: HM90 APCR 1605..R-P (400) Spare Parts Designation SM-16 SR 14-0180 BLD T20/M7 SW6-T SR M10X30 DIN912 CUTTERS FOR ALUMINUM 1 2 • The upper insert (number 2) should always have a D 0.4 mm corner radius • For corner radii larger than 2 mm, (on the lower insert) r ap the cutter’s pocket should be modified No Insert r 1 HM90 APCR 1605...R-P 0.4-2.0 2 HM90 APCR 160504R-P 0.4 HM90 EAL...16/SM-16 Modification to Basic Body Rbody=Rinsert+0.5 SM16: For indexable inserts with a corner radius larger than 2.0 mm, the basic body of the tool must be modified according to the drawing above (can be done by ISCAR). HM90 EAL..16: For indexable inserts with a corner radius larger than 3.2 mm, the basic body of the tool must be modified according to the drawing above (can be done by ISCAR). 333