Каталог Iscar вращающийся инструмент 2017 - страница 335
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022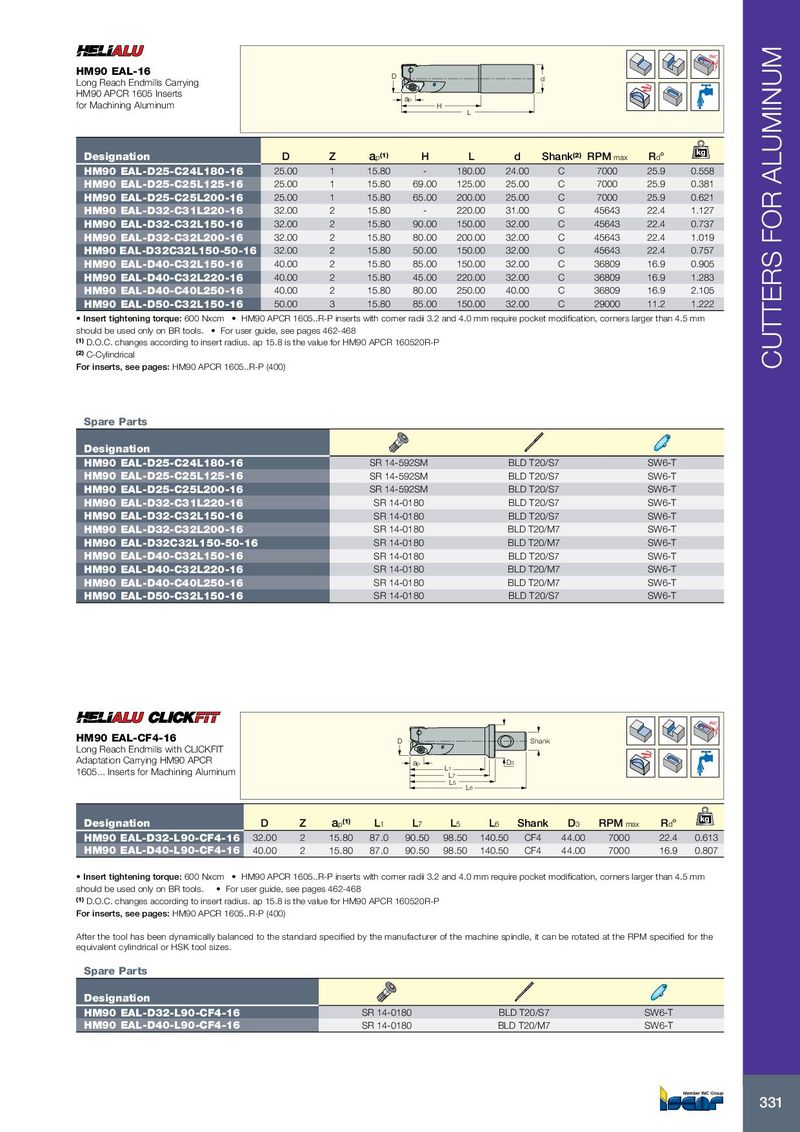
Rd° HM90 EAL-16 D d Long Reach Endmills Carrying HM90 APCR 1605 Inserts ap for Machining Aluminum H L kg Designation D Z a p (1) H L d Shank (2) RPM max R d ° HM90 EAL-D25-C24L180-16 25.00 1 15.80 - 180.00 24.00 C 7000 25.9 0.558 HM90 EAL-D25-C25L125-16 25.00 1 15.80 69.00 125.00 25.00 C 7000 25.9 0.381 HM90 EAL-D25-C25L200-16 25.00 1 15.80 65.00 200.00 25.00 C 7000 25.9 0.621 HM90 EAL-D32-C31L220-16 32.00 2 15.80 - 220.00 31.00 C 45643 22.4 1.127 HM90 EAL-D32-C32L150-16 32.00 2 15.80 90.00 150.00 32.00 C 45643 22.4 0.737 HM90 EAL-D32-C32L200-16 32.00 2 15.80 80.00 200.00 32.00 C 45643 22.4 1.019 HM90 EAL-D32C32L150-50-16 32.00 2 15.80 50.00 150.00 32.00 C 45643 22.4 0.757 HM90 EAL-D40-C32L150-16 40.00 2 15.80 85.00 150.00 32.00 C 36809 16.9 0.905 HM90 EAL-D40-C32L220-16 40.00 2 15.80 45.00 220.00 32.00 C 36809 16.9 1.283 HM90 EAL-D40-C40L250-16 40.00 2 15.80 80.00 250.00 40.00 C 36809 16.9 2.105 HM90 EAL-D50-C32L150-16 50.00 3 15.80 85.00 150.00 32.00 C 29000 11.2 1.222 • Insert tightening torque: 600 Nxcm • HM90 APCR 1605..R-P inserts with corner radii 3.2 and 4.0 mm require pocket modification, corners larger than 4.5 mm should be used only on BR tools. • For user guide, see pages 462-468 (1) D.O.C. changes according to insert radius. ap 15.8 is the value for HM90 APCR 160520R-P (2) C-Cylindrical For inserts, see pages: HM90 APCR 1605..R-P (400) CUTTERS FOR ALUMINUM Spare Parts Designation HM90 EAL-D25-C24L180-16 SR 14-592SM BLD T20/S7 SW6-T HM90 EAL-D25-C25L125-16 SR 14-592SM BLD T20/S7 SW6-T HM90 EAL-D25-C25L200-16 SR 14-592SM BLD T20/S7 SW6-T HM90 EAL-D32-C31L220-16 SR 14-0180 BLD T20/S7 SW6-T HM90 EAL-D32-C32L150-16 SR 14-0180 BLD T20/S7 SW6-T HM90 EAL-D32-C32L200-16 SR 14-0180 BLD T20/M7 SW6-T HM90 EAL-D32C32L150-50-16 SR 14-0180 BLD T20/M7 SW6-T HM90 EAL-D40-C32L150-16 SR 14-0180 BLD T20/S7 SW6-T HM90 EAL-D40-C32L220-16 SR 14-0180 BLD T20/M7 SW6-T HM90 EAL-D40-C40L250-16 SR 14-0180 BLD T20/M7 SW6-T HM90 EAL-D50-C32L150-16 SR 14-0180 BLD T20/S7 SW6-T Rd° HM90 EAL-CF4-16 D Shank Long Reach Endmills with CLICKFIT Adaptation Carrying HM90 APCR ap D3 L1 1605... Inserts for Machining Aluminum L7 L5 L6 kg Designation D Z a p (1) L 1 L 7 L 5 L 6 Shank D 3 RPM max R d ° HM90 EAL-D32-L90-CF4-16 32.00 2 15.80 87.0 90.50 98.50 140.50 CF4 44.00 7000 22.4 0.613 HM90 EAL-D40-L90-CF4-16 40.00 2 15.80 87.0 90.50 98.50 140.50 CF4 44.00 7000 16.9 0.807 • Insert tightening torque: 600 Nxcm • HM90 APCR 1605..R-P inserts with corner radii 3.2 and 4.0 mm require pocket modification, corners larger than 4.5 mm should be used only on BR tools. • For user guide, see pages 462-468 (1) D.O.C. changes according to insert radius. ap 15.8 is the value for HM90 APCR 160520R-P For inserts, see pages: HM90 APCR 1605..R-P (400) After the tool has been dynamically balanced to the standard specified by the manufacturer of the machine spindle, it can be rotated at the RPM specified for the equivalent cylindrical or HSK tool sizes. Spare Parts Designation HM90 EAL-D32-L90-CF4-16 SR 14-0180 BLD T20/S7 SW6-T HM90 EAL-D40-L90-CF4-16 SR 14-0180 BLD T20/M7 SW6-T 331