Каталог Iscar вращающийся инструмент 2017 - страница 298
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022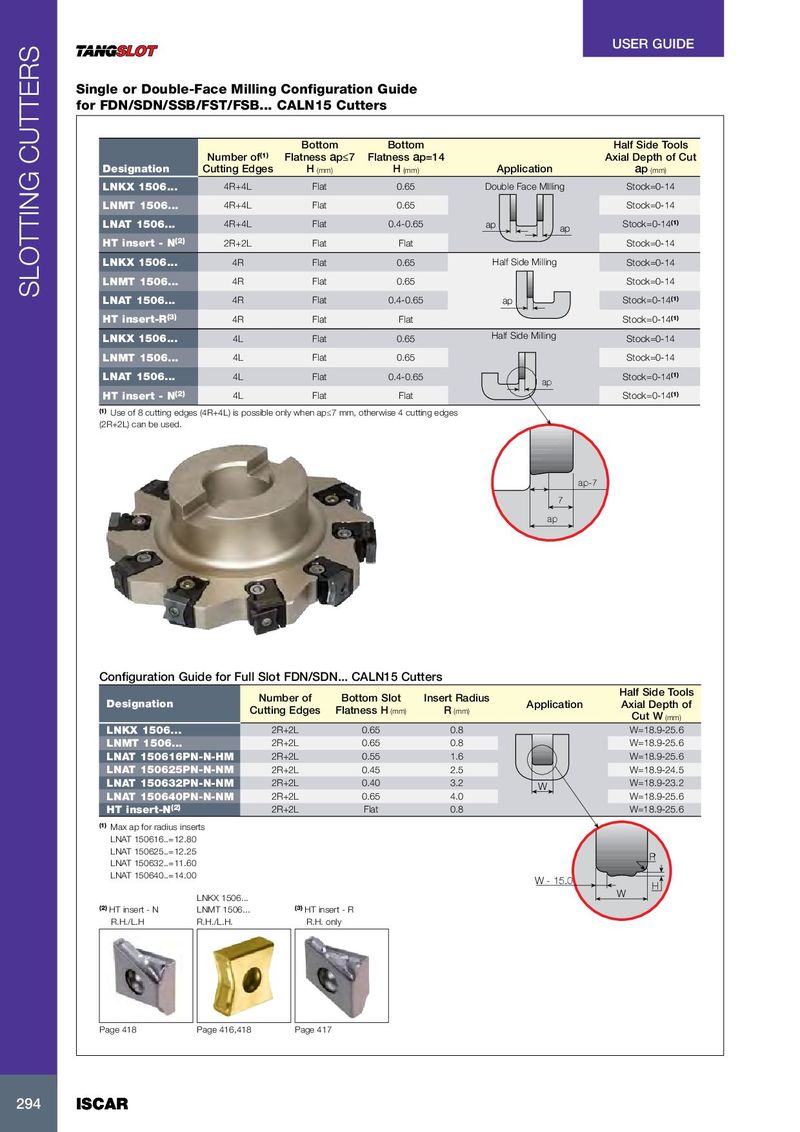
USER GUIDE SLOTTING CUTTERS Single or Double-Face Milling Configuration Guide for FDN/SDN/SSB/FST/FSB... CALN15 Cutters Bottom Bottom Half Side Tools Number of(1) Flatness ap≤7 Flatness ap=14 Axial Depth of Cut Designation Cutting Edges H (mm) H (mm) Application ap (mm) LNKX 1506... 4R+4L Flat 0.65 Double Face MIlling Stock=0-14 LNMT 1506... 4R+4L Flat 0.65 Stock=0-14 LNAT 1506... 4R+4L Flat 0.4-0.65 ap ap Stock=0-14(1) HT insert - N(2) 2R+2L Flat Flat Stock=0-14 LNKX 1506... 4R Flat 0.65 Half Side Milling Stock=0-14 LNMT 1506... 4R Flat 0.65 Stock=0-14 LNAT 1506... 4R Flat 0.4-0.65 ap Stock=0-14(1) HT insert-R(3) 4R Flat Flat Stock=0-14(1) LNKX 1506... 4L Flat 0.65 Half Side Milling Stock=0-14 LNMT 1506... 4L Flat 0.65 Stock=0-14 LNAT 1506... 4L Flat 0.4-0.65 ap Stock=0-14(1) HT insert - N(2) 4L Flat Flat Stock=0-14(1) (1) Use of 8 cutting edges (4R+4L) is possible only when ap≤7 mm, otherwise 4 cutting edges (2R+2L) can be used. ap-7 7 ap Configuration Guide for Full Slot FDN/SDN... CALN15 Cutters Half Side Tools Number of Bottom Slot Insert Radius Designation Application Axial Depth of Cutting Edges Flatness H (mm) R (mm) Cut W (mm) LNKX 1506... 2R+2L 0.65 0.8 W=18.9-25.6 LNMT 1506... 2R+2L 0.65 0.8 W=18.9-25.6 LNAT 150616PN-N-HM 2R+2L 0.55 1.6 W=18.9-25.6 LNAT 150625PN-N-NM 2R+2L 0.45 2.5 W=18.9-24.5 LNAT 150632PN-N-NM 2R+2L 0.40 3.2 W W=18.9-23.2 LNAT 150640PN-N-NM 2R+2L 0.65 4.0 W=18.9-25.6 HT insert-N(2) 2R+2L Flat 0.8 W=18.9-25.6 (1) Max ap for radius inserts LNAT 150616..=12.80 LNAT 150625..=12.25 R LNAT 150632..=11.60 LNAT 150640..=14.00 W - 15.0 H LNKX 1506... W (2) HT insert - N LNMT 1506... (3) HT insert - R R.H./L.H R.H./L.H. R.H. only Page 418 Page 416,418 Page 417 294 ISCAR