Каталог Iscar вращающийся инструмент 2017 - страница 277
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022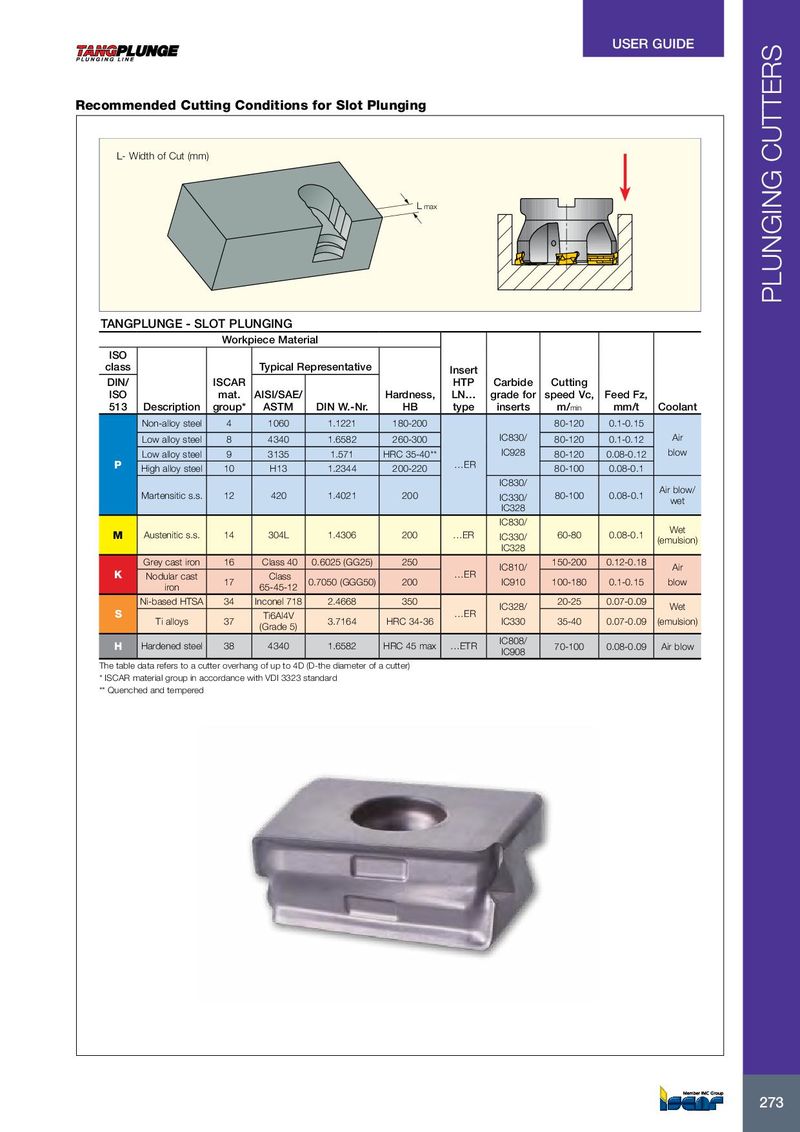
USER GUIDE Recommended Cutting Conditions for Slot Plunging L- Width of Cut (mm) L max PLUNGING CUTTERS TANGPLUNGE - SLOT PLUNGING Workpiece Material ISO class Typical Representative Insert DIN/ ISCAR HTP Carbide Cutting ISO mat. AISI/SAE/ Hardness, LN… grade for speed Vc, Feed Fz, 513 Description group* ASTM DIN W.-Nr. HB type inserts m/ min mm/t Coolant Non-alloy steel 4 1060 1.1221 180-200 80-120 0.1-0.15 Low alloy steel 8 4340 1.6582 260-300 IC830/ 80-120 0.1-0.12 Air Low alloy steel 9 3135 1.571 HRC 35-40** IC928 80-120 0.08-0.12 blow P High alloy steel 10 H13 1.2344 200-220 …ER 80-100 0.08-0.1 IC830/ Air blow/ Martensitic s.s. 12 420 1.4021 200 IC330/ 80-100 0.08-0.1 wet IC328 IC830/ Wet M Austenitic s.s. 14 304L 1.4306 200 …ER IC330/ 60-80 0.08-0.1 (emulsion) IC328 Grey cast iron 16 Class 40 0.6025 (GG25) 250 150-200 0.12-0.18 IC810/ Air K Nodular cast Class …ER 17 0.7050 (GGG50) 200 IC910 100-180 0.1-0.15 blow iron 65-45-12 Ni-based HTSA 34 Inconel 718 2.4668 350 20-25 0.07-0.09 IC328/ Wet S Ti6Al4V …ER Ti alloys 37 3.7164 HRC 34-36 IC330 35-40 0.07-0.09 (emulsion) (Grade 5) IC808/ H Hardened steel 38 4340 1.6582 HRC 45 max …ETR 70-100 0.08-0.09 Air blow IC908 The table data refers to a cutter overhang of up to 4D (D-the diameter of a cutter) * ISCAR material group in accordance with VDI 3323 standard ** Quenched and tempered 273 273