Каталог Iscar вращающийся инструмент 2017 - страница 110
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022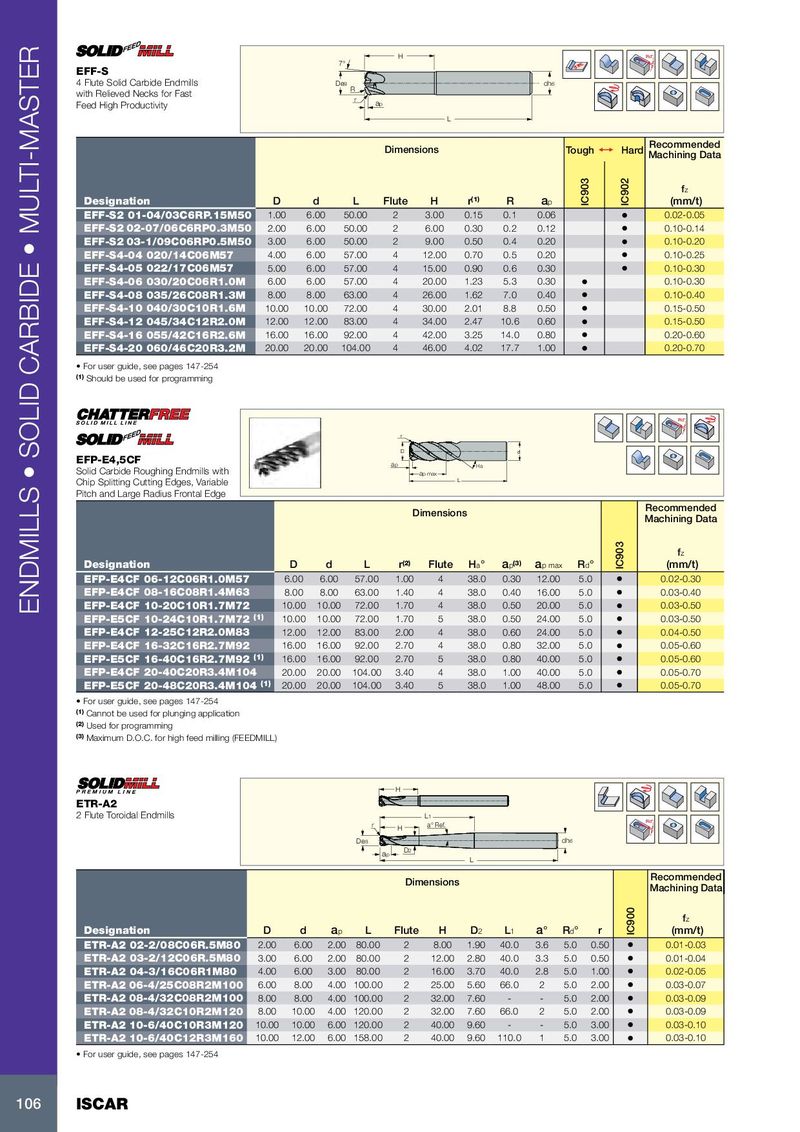
H Rd° 7° EFF-S 4 Flute Solid Carbide Endmills De9 dh6 R with Relieved Necks for Fast r Feed High Productivity ap L Recommended Dimensions Tough 1 Hard Machining Data f z Designation D d L Flute H r (1) R a p IC903 IC902 (mm/t) EFF-S2 01-04/03C6RP.15M50 1.00 6.00 50.00 2 3.00 0.15 0.1 0.06 • 0.02-0.05 EFF-S2 02-07/06C6RP0.3M50 2.00 6.00 50.00 2 6.00 0.30 0.2 0.12 • 0.10-0.14 EFF-S2 03-1/09C06RP0.5M50 3.00 6.00 50.00 2 9.00 0.50 0.4 0.20 • 0.10-0.20 EFF-S4-04 020/14C06M57 4.00 6.00 57.00 4 12.00 0.70 0.5 0.20 • 0.10-0.25 EFF-S4-05 022/17C06M57 5.00 6.00 57.00 4 15.00 0.90 0.6 0.30 • 0.10-0.30 EFF-S4-06 030/20C06R1.0M 6.00 6.00 57.00 4 20.00 1.23 5.3 0.30 • 0.10-0.30 EFF-S4-08 035/26C08R1.3M 8.00 8.00 63.00 4 26.00 1.62 7.0 0.40 • 0.10-0.40 EFF-S4-10 040/30C10R1.6M 10.00 10.00 72.00 4 30.00 2.01 8.8 0.50 • 0.15-0.50 EFF-S4-12 045/34C12R2.0M 12.00 12.00 83.00 4 34.00 2.47 10.6 0.60 • 0.15-0.50 EFF-S4-16 055/42C16R2.6M 16.00 16.00 92.00 4 42.00 3.25 14.0 0.80 • 0.20-0.60 EFF-S4-20 060/46C20R3.2M 20.00 20.00 104.00 4 46.00 4.02 17.7 1.00 • 0.20-0.70 • For user guide, see pages 147-254 (1) Should be used for programming Rd° r D d EFP-E4,5CF ap Ha Solid Carbide Roughing Endmills with ap max Chip Splitting Cutting Edges, Variable L Pitch and Large Radius Frontal Edge Recommended Dimensions Machining Data f z Designation D d L r (2) Flute H a ° a p (3) a p max R d ° IC903 (mm/t) EFP-E4CF 06-12C06R1.0M57 6.00 6.00 57.00 1.00 4 38.0 0.30 12.00 5.0 • 0.02-0.30 EFP-E4CF 08-16C08R1.4M63 8.00 8.00 63.00 1.40 4 38.0 0.40 16.00 5.0 • 0.03-0.40 EFP-E4CF 10-20C10R1.7M72 10.00 10.00 72.00 1.70 4 38.0 0.50 20.00 5.0 ENDMILLS • SOLID CARBIDE • MULTI-MASTER • 0.03-0.50 EFP-E5CF 10-24C10R1.7M72 (1) 10.00 10.00 72.00 1.70 5 38.0 0.50 24.00 5.0 • 0.03-0.50 EFP-E4CF 12-25C12R2.0M83 12.00 12.00 83.00 2.00 4 38.0 0.60 24.00 5.0 • 0.04-0.50 EFP-E4CF 16-32C16R2.7M92 16.00 16.00 92.00 2.70 4 38.0 0.80 32.00 5.0 • 0.05-0.60 EFP-E5CF 16-40C16R2.7M92 (1) 16.00 16.00 92.00 2.70 5 38.0 0.80 40.00 5.0 • 0.05-0.60 EFP-E4CF 20-40C20R3.4M104 20.00 20.00 104.00 3.40 4 38.0 1.00 40.00 5.0 • 0.05-0.70 EFP-E5CF 20-48C20R3.4M104 (1) 20.00 20.00 104.00 3.40 5 38.0 1.00 48.00 5.0 • 0.05-0.70 • For user guide, see pages 147-254 (1) Cannot be used for plunging application (2) Used for programming (3) Maximum D.O.C. for high feed milling (FEEDMILL) H ETR-A2 2 Flute Toroidal Endmills L1 Rd° r H a° Ref. De8 dh6 ap D2 L Recommended Dimensions Machining Data f z Designation D d a p L Flute H D 2 L 1 a° R d ° r IC900 (mm/t) ETR-A2 02-2/08C06R.5M80 2.00 6.00 2.00 80.00 2 8.00 1.90 40.0 3.6 5.0 0.50 • 0.01-0.03 ETR-A2 03-2/12C06R.5M80 3.00 6.00 2.00 80.00 2 12.00 2.80 40.0 3.3 5.0 0.50 • 0.01-0.04 ETR-A2 04-3/16C06R1M80 4.00 6.00 3.00 80.00 2 16.00 3.70 40.0 2.8 5.0 1.00 • 0.02-0.05 ETR-A2 06-4/25C08R2M100 6.00 8.00 4.00 100.00 2 25.00 5.60 66.0 2 5.0 2.00 • 0.03-0.07 ETR-A2 08-4/32C08R2M100 8.00 8.00 4.00 100.00 2 32.00 7.60 - - 5.0 2.00 • 0.03-0.09 ETR-A2 08-4/32C10R2M120 8.00 10.00 4.00 120.00 2 32.00 7.60 66.0 2 5.0 2.00 • 0.03-0.09 ETR-A2 10-6/40C10R3M120 10.00 10.00 6.00 120.00 2 40.00 9.60 - - 5.0 3.00 • 0.03-0.10 ETR-A2 10-6/40C12R3M160 10.00 12.00 6.00 158.00 2 40.00 9.60 110.0 1 5.0 3.00 • 0.03-0.10 • For user guide, see pages 147-254 106 ISCAR