Каталог Iscar токарный инструмент для нарезания канавок - страница 142
Навигация
 Каталог Iscar инструмент для мелкоразмерной обработки
Каталог Iscar инструмент для мелкоразмерной обработки Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент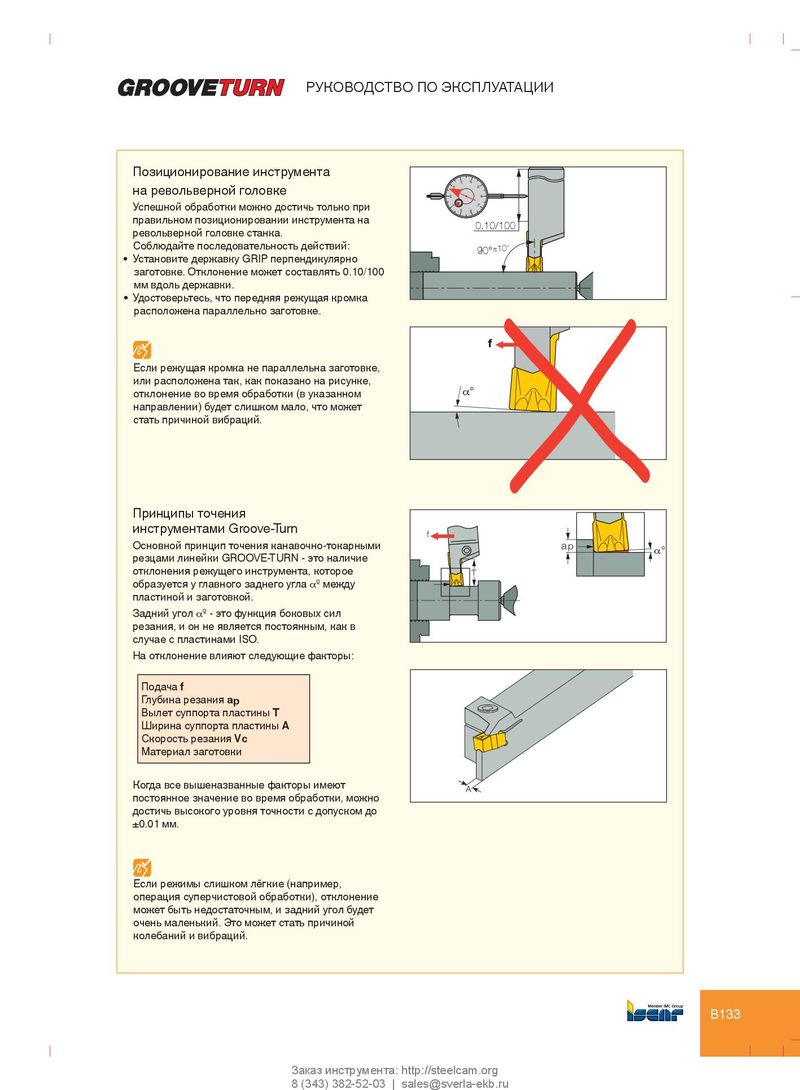
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Позиционирование инструмента 30 40 20 50 на револьверной головке 10 60 0 70 Успешной обработки можно достичь только при 90 80 правильном позиционировании инструмента на 0.10/100 револьверной головке станка. Соблюдайте последовательность действий: 90° ±10' • Установите державку GRIP перпендикулярно заготовке. Отклонение может составлять 0.10/100 мм вдоль державки. • Удостоверьтесь, что передняя режущая кромка расположена параллельно заготовке. f Если режущая кромка не параллельна заготовке, или расположена так, как показано на рисунке, отклонение во время обработки (в указанном α° направлении) будет слишком мало, что может стать причиной вибраций. Принципы точения инструментами Groove-Turn f Основной принцип точения канавочно-токарными ap α° резцами линейки GROOVE-TURN - это наличие отклонения режущего инструмента, которое T образуется у главного заднего угла αº между пластиной и заготовкой. Задний угол αº - это функция боковых сил резания, и он не является постоянным, как в случае с пластинами ISO. На отклонение влияют следующие факторы: Подача f Глубина резания a p Вылет суппорта пластины T Ширина суппорта пластины A Скорость резания Vc Материал заготовки Когда все вышеназванные факторы имеют A постоянное значение во время обработки, можно достичь высокого уровня точности с допуском до ±0.01 мм. Если режимы слишком лёгкие (например, операция суперчистовой обработки), отклонение может быть недостаточным, и задний угол будет очень маленький. Это может стать причиной колебаний и вибраций. B133 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru