Каталог Iscar токарный инструмент 2017 - страница 500
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017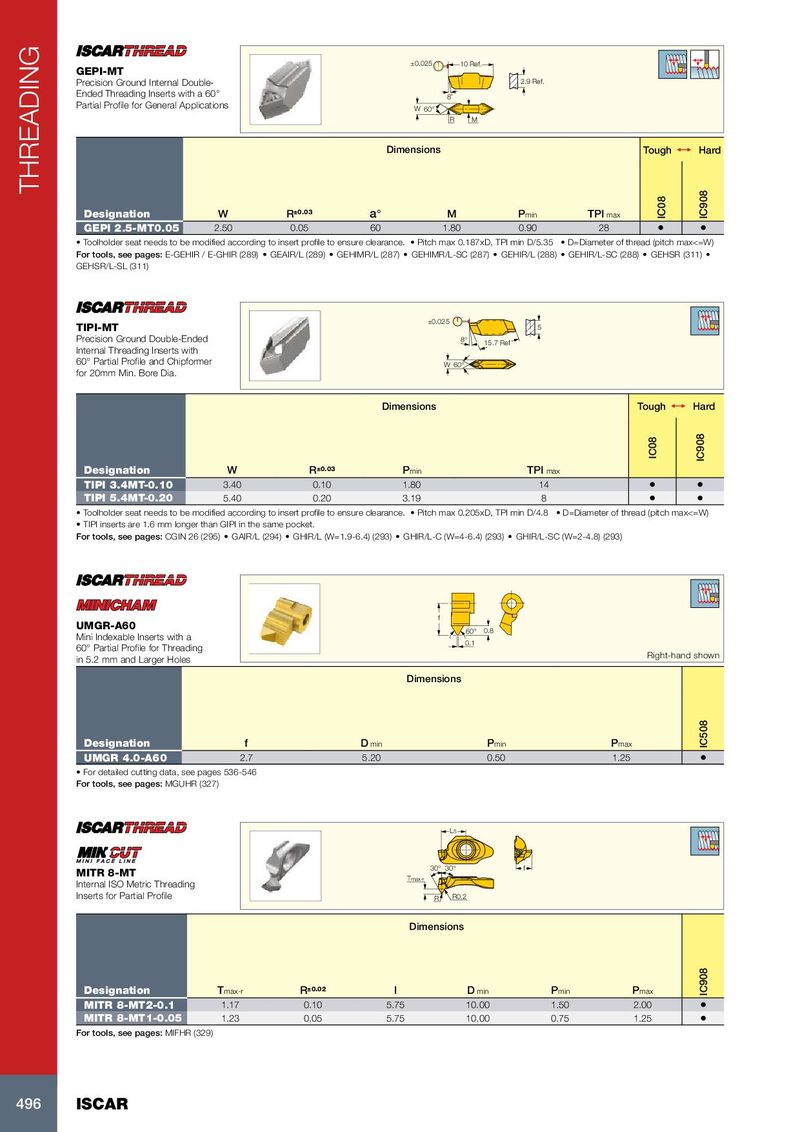
±0.025 10 Ref. GEPI-MT Precision Ground Internal Double- 2.9 Ref. Ended Threading Inserts with a 60° 8˚ Partial Profile for General Applications W 60° R M Dimensions Tough 1 Hard THREADING Designation W R ±0.03 a° M P min TPI max IC08 IC908 GEPI 2.5-MT0.05 2.50 0.05 60 1.80 0.90 28 • • • Toolholder seat needs to be modified according to insert profile to ensure clearance. • Pitch max 0.187xD, TPI min D/5.35 • D=Diameter of thread (pitch max<=W) For tools, see pages: E-GEHIR / E-GHIR (289) • GEAIR/L (289) • GEHIMR/L (287) • GEHIMR/L-SC (287) • GEHIR/L (288) • GEHIR/L-SC (288) • GEHSR (311) • GEHSR/L-SL (311) ±0.025 TIPI-MT 5 Precision Ground Double-Ended 8° 15.7 Ref Internal Threading Inserts with 60° Partial Profile and Chipformer W 60° for 20mm Min. Bore Dia. Dimensions Tough 1 Hard IC08 IC908 Designation W R ±0.03 P min TPI max TIPI 3.4MT-0.10 3.40 0.10 1.80 14 • • TIPI 5.4MT-0.20 5.40 0.20 3.19 8 • • • Toolholder seat needs to be modified according to insert profile to ensure clearance. • Pitch max 0.205xD, TPI min D/4.8 • D=Diameter of thread (pitch max<=W) • TIPI inserts are 1.6 mm longer than GIPI in the same pocket. For tools, see pages: CGIN 26 (295) • GAIR/L (294) • GHIR/L (W=1.9-6.4) (293) • GHIR/L-C (W=4-6.4) (293) • GHIR/L-SC (W=2-4.8) (293) f UMGR-A60 60° 0.8 Mini Indexable Inserts with a 0.1 60° Partial Profile for Threading Right-hand shown in 5.2 mm and Larger Holes Dimensions Designation f D min P min P max IC508 UMGR 4.0-A60 2.7 5.20 0.50 1.25 • • For detailed cutting data, see pages 536-546 For tools, see pages: MGUHR (327) L5 30° 30° f MITR 8-MT Tmax-r Internal ISO Metric Threading Inserts for Partial Profile R R0.2 Dimensions Designation T max-r R ±0.02 l D min P min P max IC908 MITR 8-MT2-0.1 1.17 0.10 5.75 10.00 1.50 2.00 • MITR 8-MT1-0.05 1.23 0.05 5.75 10.00 0.75 1.25 • For tools, see pages: MIFHR (329) 496 ISCAR