Каталог Iscar токарный инструмент 2017 - страница 472
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017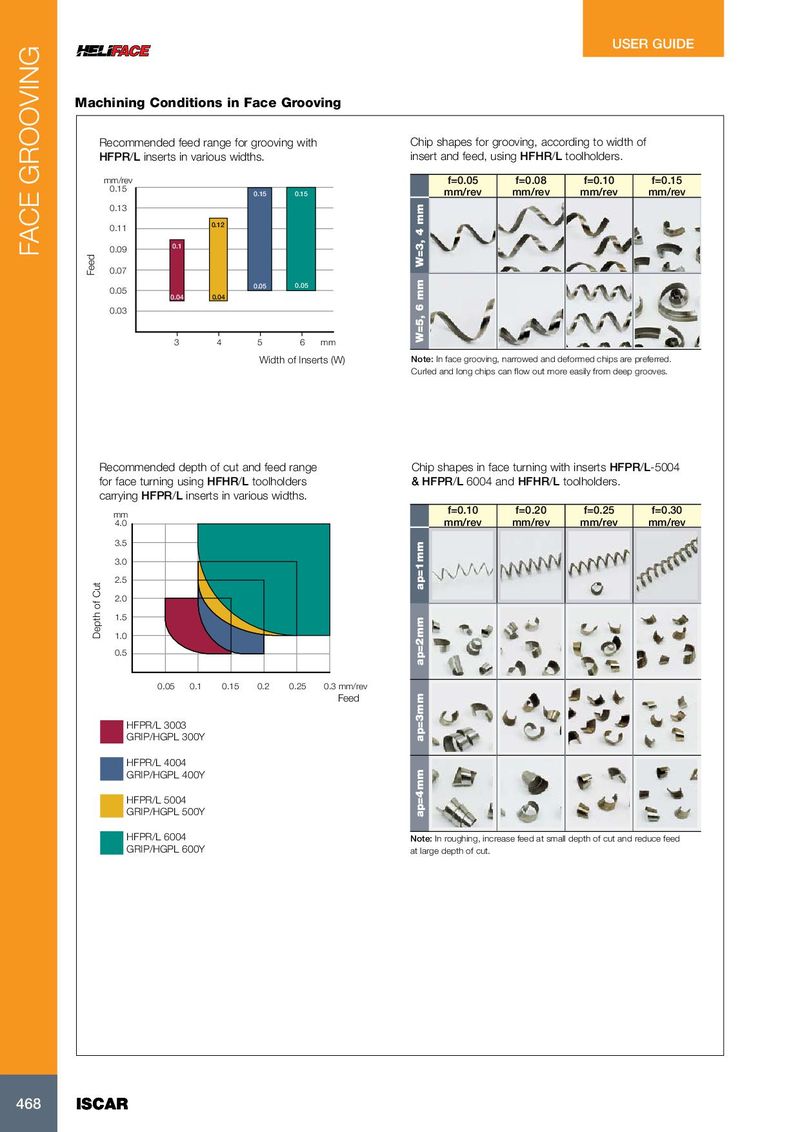
USER GUIDE Machining Conditions in Face Grooving Recommended feed range for grooving with Chip shapes for grooving, according to width of HFPR/L inserts in various widths. insert and feed, using HFHR/L toolholders. mm/rev f=0.05 f=0.08 f=0.10 f=0.15 0.15 0.15 0.15 mm/rev mm/rev mm/rev mm/rev 0.13 0.11 0.12 0.1 0.09 FACE GROOVING W=3, 4 mm Feed 0.07 0.05 0.05 0.05 0.04 0.04 0.03 3 4 5 6 mm W=5, 6 mm Width of Inserts (W) Note: In face grooving, narrowed and deformed chips are preferred. Curled and long chips can flow out more easily from deep grooves. Recommended depth of cut and feed range Chip shapes in face turning with inserts HFPR/L-5004 for face turning using HFHR/L toolholders & HFPR/L 6004 and HFHR/L toolholders. carrying HFPR/L inserts in various widths. mm f=0.10 f=0.20 f=0.25 f=0.30 4.0 mm/rev mm/rev mm/rev mm/rev 3.5 3.0 2.5 ap=1mm 2.0 1.5 Depth of Cut 1.0 0.5 ap=2mm 0.05 0.1 0.15 0.2 0.25 0.3 mm/rev Feed HFPR/L 3003 GRIP/HGPL 300Y ap=3mm HFPR/L 4004 GRIP/HGPL 400Y HFPR/L 5004 GRIP/HGPL 500Y ap=4mm HFPR/L 6004 Note: In roughing, increase feed at small depth of cut and reduce feed GRIP/HGPL 600Y at large depth of cut. 468 468 ISCAR ISCAR