Каталог Iscar токарный инструмент 2017 - страница 451
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017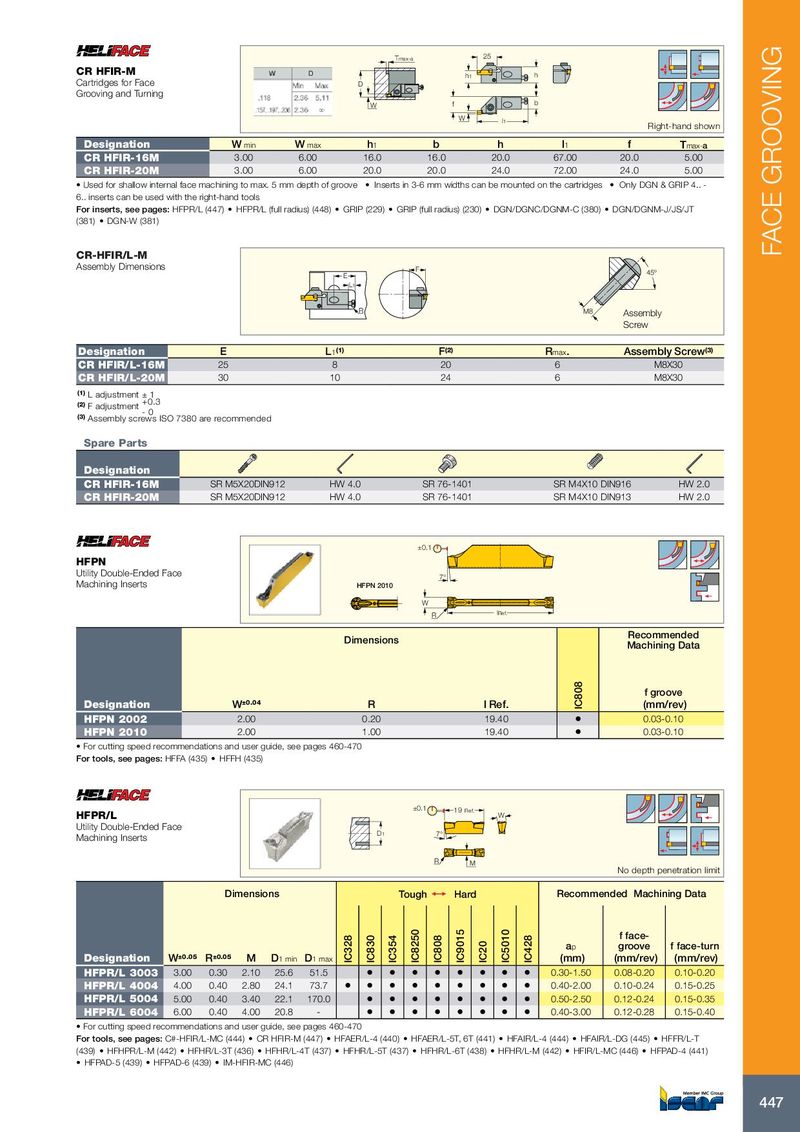
Tmax-a 25 CR HFIR-M h1 h Cartridges for Face D Grooving and Turning W f b W l1 Right-hand shown Designation W min W max h 1 b h l 1 f T max- a CR HFIR-16M 3.00 6.00 16.0 16.0 20.0 67.00 20.0 5.00 CR HFIR-20M 3.00 6.00 20.0 20.0 24.0 72.00 24.0 5.00 • Used for shallow internal face machining to max. 5 mm depth of groove • Inserts in 3-6 mm widths can be mounted on the cartridges • Only DGN & GRIP 4.. - 6.. inserts can be used with the right-hand tools For inserts, see pages: HFPR/L (447) • HFPR/L (full radius) (448) • GRIP (229) • GRIP (full radius) (230) • DGN/DGNC/DGNM-C (380) • DGN/DGNM-J/JS/JT (381) • DGN-W (381) CR-HFIR/L-M FACE GROOVING Assembly Dimensions F E 45º L1 R M8 Assembly Screw Designation E L 1 (1) F (2) R max . Assembly Screw (3) CR HFIR/L-16M 25 8 20 6 M8X30 CR HFIR/L-20M 30 10 24 6 M8X30 (1) L adjustment ± 1 (2) +0.3 F adjustment (3) - 0 Assembly screws ISO 7380 are recommended Spare Parts Designation CR HFIR-16M SR M5X20DIN912 HW 4.0 SR 76-1401 SR M4X10 DIN916 HW 2.0 CR HFIR-20M SR M5X20DIN912 HW 4.0 SR 76-1401 SR M4X10 DIN913 HW 2.0 ±0.1 HFPN Utility Double-Ended Face 7° Machining Inserts HFPN 2010 W R lRef. Recommended Dimensions Machining Data f groove Designation W ±0.04 R l Ref. IC808 (mm/rev) HFPN 2002 2.00 0.20 19.40 • 0.03-0.10 HFPN 2010 2.00 1.00 19.40 • 0.03-0.10 • For cutting speed recommendations and user guide, see pages 460-470 For tools, see pages: HFFA (435) • HFFH (435) ±0.1 19 Ref. HFPR/L W Utility Double-Ended Face D 1 7° Machining Inserts R M No depth penetration limit Dimensions Tough 1 Hard Recommended Machining Data f face- a p groove f face-turn Designation W ±0.05 R ±0.05 M D 1 min D 1 max IC328 IC830 IC354 IC8250 IC808 IC9015 IC20 IC5010 IC428 (mm) (mm/rev) (mm/rev) HFPR/L 3003 3.00 0.30 2.10 25.6 51.5 • • • • • • • • 0.30-1.50 0.08-0.20 0.10-0.20 HFPR/L 4004 4.00 0.40 2.80 24.1 73.7 • • • • • • • • • 0.40-2.00 0.10-0.24 0.15-0.25 HFPR/L 5004 5.00 0.40 3.40 22.1 170.0 • • • • • • • • 0.50-2.50 0.12-0.24 0.15-0.35 HFPR/L 6004 6.00 0.40 4.00 20.8 - • • • • • • • • 0.40-3.00 0.12-0.28 0.15-0.40 • For cutting speed recommendations and user guide, see pages 460-470 For tools, see pages: C#-HFIR/L-MC (444) • CR HFIR-M (447) • HFAER/L-4 (440) • HFAER/L-5T, 6T (441) • HFAIR/L-4 (444) • HFAIR/L-DG (445) • HFFR/L-T (439) • HFHPR/L-M (442) • HFHR/L-3T (436) • HFHR/L-4T (437) • HFHR/L-5T (437) • HFHR/L-6T (438) • HFHR/L-M (442) • HFIR/L-MC (446) • HFPAD-4 (441) • HFPAD-5 (439) • HFPAD-6 (439) • IM-HFIR-MC (446) 447