Каталог Iscar токарный инструмент 2017 - страница 449
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017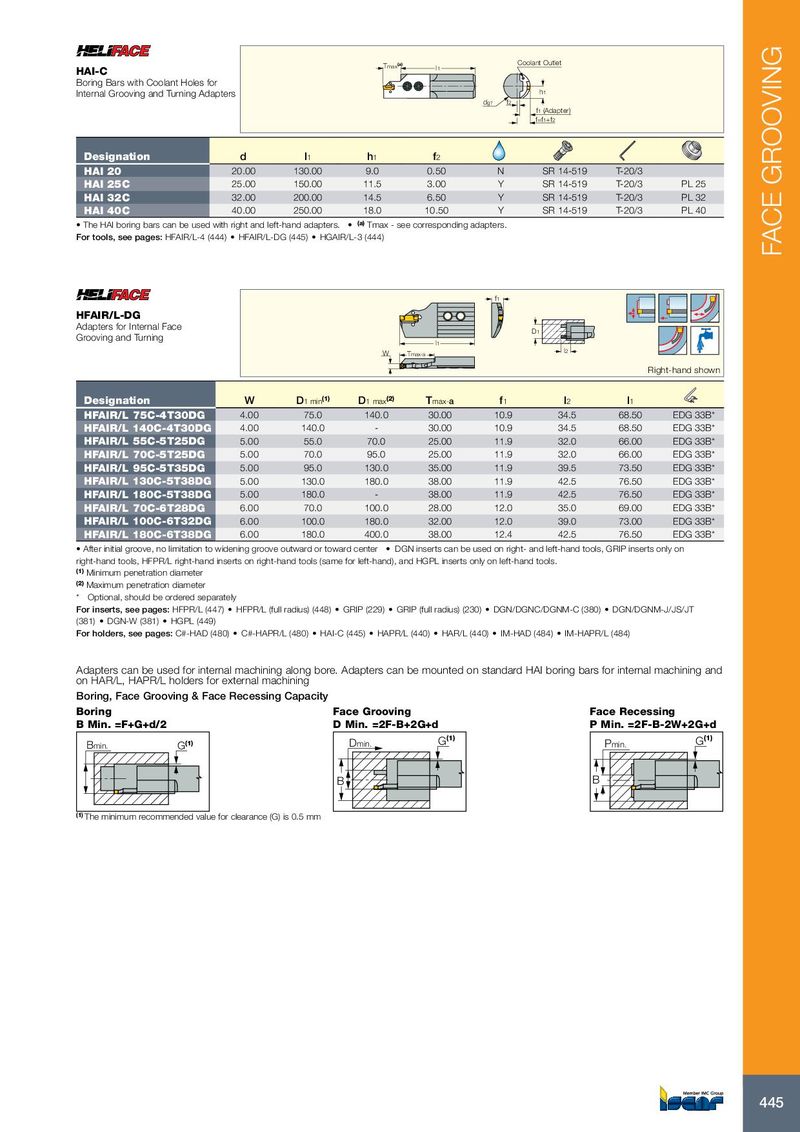
Tmax (a) Coolant Outlet l1 HAI-C Boring Bars with Coolant Holes for Internal Grooving and Turning Adapters h1 dg7 f2 f1 (Adapter) f=f1+f2 Designation d l 1 h 1 f 2 HAI 20 20.00 130.00 9.0 0.50 N SR 14-519 T-20/3 HAI 25C 25.00 150.00 11.5 3.00 Y SR 14-519 T-20/3 PL 25 HAI 32C 32.00 200.00 14.5 6.50 Y SR 14-519 T-20/3 PL 32 HAI 40C 40.00 250.00 18.0 10.50 Y SR 14-519 T-20/3 PL 40 • The HAI boring bars can be used with right and left-hand adapters. • (a) Tmax - see corresponding adapters. For tools, see pages: HFAIR/L-4 (444) • HFAIR/L-DG (445) • HGAIR/L-3 (444) FACE GROOVING f1 HFAIR/L-DG Adapters for Internal Face D1 Grooving and Turning l1 W Tmax-a l2 Right-hand shown Designation W D 1 min (1) D 1 max (2) T max- a f 1 l 2 l 1 HFAIR/L 75C-4T30DG 4.00 75.0 140.0 30.00 10.9 34.5 68.50 EDG 33B* HFAIR/L 140C-4T30DG 4.00 140.0 - 30.00 10.9 34.5 68.50 EDG 33B* HFAIR/L 55C-5T25DG 5.00 55.0 70.0 25.00 11.9 32.0 66.00 EDG 33B* HFAIR/L 70C-5T25DG 5.00 70.0 95.0 25.00 11.9 32.0 66.00 EDG 33B* HFAIR/L 95C-5T35DG 5.00 95.0 130.0 35.00 11.9 39.5 73.50 EDG 33B* HFAIR/L 130C-5T38DG 5.00 130.0 180.0 38.00 11.9 42.5 76.50 EDG 33B* HFAIR/L 180C-5T38DG 5.00 180.0 - 38.00 11.9 42.5 76.50 EDG 33B* HFAIR/L 70C-6T28DG 6.00 70.0 100.0 28.00 12.0 35.0 69.00 EDG 33B* HFAIR/L 100C-6T32DG 6.00 100.0 180.0 32.00 12.0 39.0 73.00 EDG 33B* HFAIR/L 180C-6T38DG 6.00 180.0 400.0 38.00 12.4 42.5 76.50 EDG 33B* • After initial groove, no limitation to widening groove outward or toward center • DGN inserts can be used on right- and left-hand tools, GRIP inserts only on right-hand tools, HFPR/L right-hand inserts on right-hand tools (same for left-hand), and HGPL inserts only on left-hand tools. (1) Minimum penetration diameter (2) Maximum penetration diameter * Optional, should be ordered separately For inserts, see pages: HFPR/L (447) • HFPR/L (full radius) (448) • GRIP (229) • GRIP (full radius) (230) • DGN/DGNC/DGNM-C (380) • DGN/DGNM-J/JS/JT (381) • DGN-W (381) • HGPL (449) For holders, see pages: C#-HAD (480) • C#-HAPR/L (480) • HAI-C (445) • HAPR/L (440) • HAR/L (440) • IM-HAD (484) • IM-HAPR/L (484) Adapters can be used for internal machining along bore. Adapters can be mounted on standard HAI boring bars for internal machining and on HAR/L, HAPR/L holders for external machining Boring, Face Grooving & Face Recessing Capacity Boring Face Grooving Face Recessing B Min. =F+G+d/2 D Min. =2F-B+2G+d P Min. =2F-B-2W+2G+d (1) (1) Bmin. G (1) Dmin. G Pmin. G B B (1) The minimum recommended value for clearance (G) is 0.5 mm 445