Каталог Iscar токарный инструмент 2017 - страница 314
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017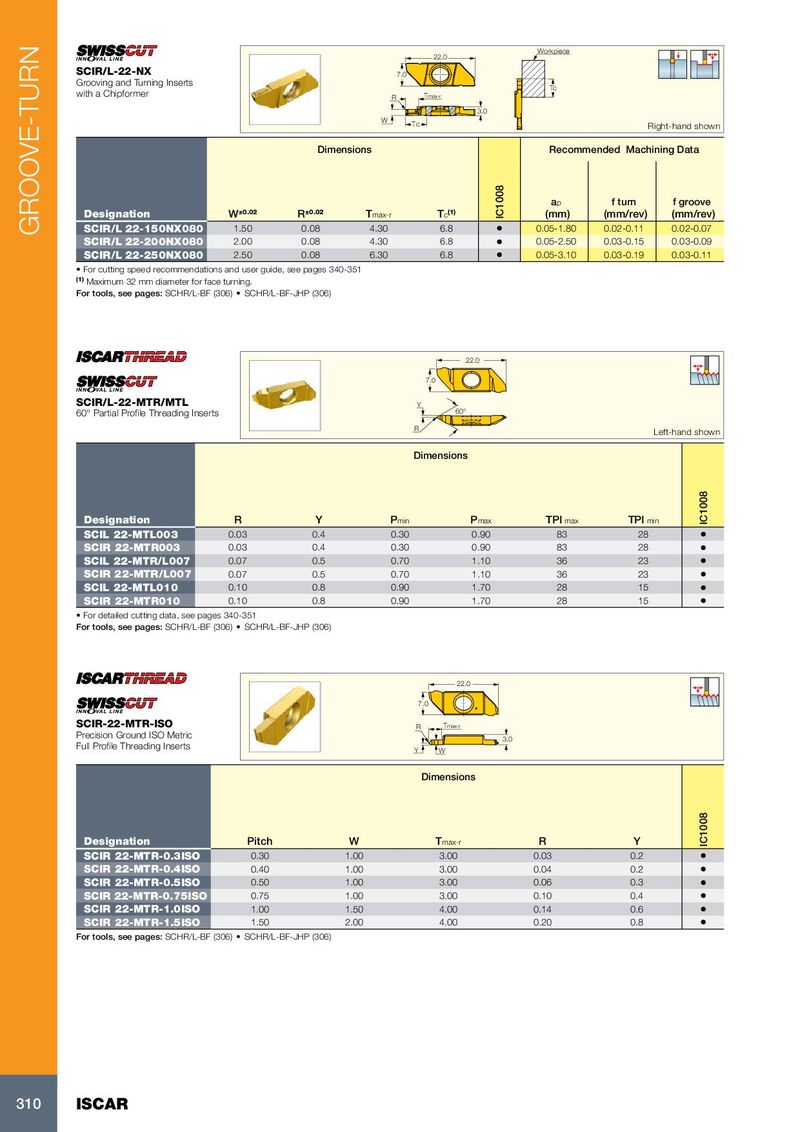
Workpiece 22.0 SCIR/L-22-NX 7.0 Grooving and Turning Inserts Tc with a Chipformer R Tmax-r 3.0 W Tc Right-hand shown Dimensions Recommended Machining Data a p f turn f groove Designation W ±0.02 R ±0.02 T max-r T c (1) IC1008 (mm) (mm/rev) (mm/rev) GROOVE-TURN SCIR/L 22-150NX080 1.50 0.08 4.30 6.8 • 0.05-1.80 0.02-0.11 0.02-0.07 SCIR/L 22-200NX080 2.00 0.08 4.30 6.8 • 0.05-2.50 0.03-0.15 0.03-0.09 SCIR/L 22-250NX080 2.50 0.08 6.30 6.8 • 0.05-3.10 0.03-0.19 0.03-0.11 • For cutting speed recommendations and user guide, see pages 340-351 (1) Maximum 32 mm diameter for face turning. For tools, see pages: SCHR/L-BF (306) • SCHR/L-BF-JHP (306) 22.0 7.0 SCIR/L-22-MTR/MTL Y 60° Partial Profile Threading Inserts 60° R Left-hand shown Dimensions Designation R Y P min P max TPI max TPI min IC1008 SCIL 22-MTL003 0.03 0.4 0.30 0.90 83 28 • SCIR 22-MTR003 0.03 0.4 0.30 0.90 83 28 • SCIL 22-MTR/L007 0.07 0.5 0.70 1.10 36 23 • SCIR 22-MTR/L007 0.07 0.5 0.70 1.10 36 23 • SCIL 22-MTL010 0.10 0.8 0.90 1.70 28 15 • SCIR 22-MTR010 0.10 0.8 0.90 1.70 28 15 • • For detailed cutting data, see pages 340-351 For tools, see pages: SCHR/L-BF (306) • SCHR/L-BF-JHP (306) 22.0 7.0 SCIR-22-MTR-ISO R Tmax-r Precision Ground ISO Metric 3.0 Full Profile Threading Inserts Y W Dimensions Designation Pitch W T max-r R Y IC1008 SCIR 22-MTR-0.3ISO 0.30 1.00 3.00 0.03 0.2 • SCIR 22-MTR-0.4ISO 0.40 1.00 3.00 0.04 0.2 • SCIR 22-MTR-0.5ISO 0.50 1.00 3.00 0.06 0.3 • SCIR 22-MTR-0.75ISO 0.75 1.00 3.00 0.10 0.4 • SCIR 22-MTR-1.0ISO 1.00 1.50 4.00 0.14 0.6 • SCIR 22-MTR-1.5ISO 1.50 2.00 4.00 0.20 0.8 • For tools, see pages: SCHR/L-BF (306) • SCHR/L-BF-JHP (306) 310 ISCAR