Каталог Iscar токарный инструмент 2017 - страница 312
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017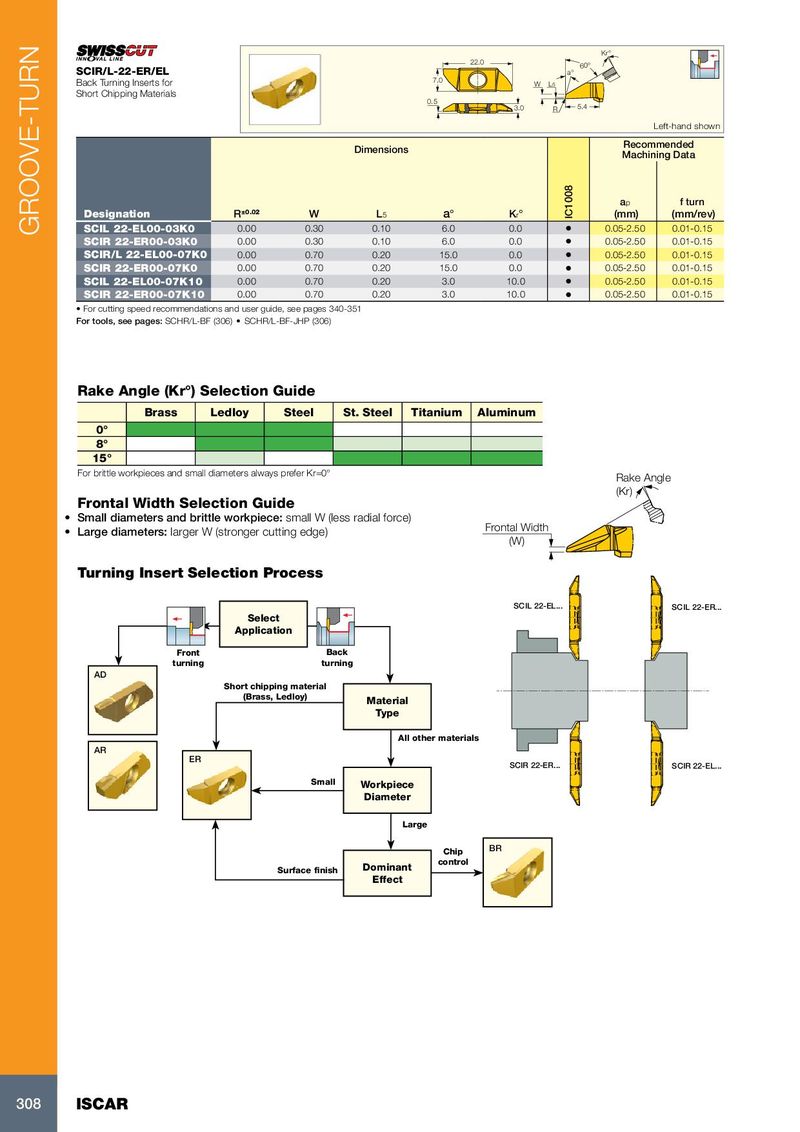
Kr° 22.0 60° SCIR/L-22-ER/EL a° Back Turning Inserts for 7.0 W L5 Short Chipping Materials 0.5 3.0 R 5.4 Left-hand shown Recommended Dimensions Machining Data a p f turn Designation R ±0.02 W L 5 a° K r ° IC1008 (mm) (mm/rev) GROOVE-TURN SCIL 22-EL00-03K0 0.00 0.30 0.10 6.0 0.0 • 0.05-2.50 0.01-0.15 SCIR 22-ER00-03K0 0.00 0.30 0.10 6.0 0.0 • 0.05-2.50 0.01-0.15 SCIR/L 22-EL00-07K0 0.00 0.70 0.20 15.0 0.0 • 0.05-2.50 0.01-0.15 SCIR 22-ER00-07K0 0.00 0.70 0.20 15.0 0.0 • 0.05-2.50 0.01-0.15 SCIL 22-EL00-07K10 0.00 0.70 0.20 3.0 10.0 • 0.05-2.50 0.01-0.15 SCIR 22-ER00-07K10 0.00 0.70 0.20 3.0 10.0 • 0.05-2.50 0.01-0.15 • For cutting speed recommendations and user guide, see pages 340-351 For tools, see pages: SCHR/L-BF (306) • SCHR/L-BF-JHP (306) Rake Angle (Kr°) Selection Guide Brass Ledloy Steel St. Steel Titanium Aluminum 0° 8° 15° For brittle workpieces and small diameters always prefer Kr=0° Rake Angle (Kr) Frontal Width Selection Guide • Small diameters and brittle workpiece: small W (less radial force) Frontal Width • Large diameters: larger W (stronger cutting edge) (W) Turning Insert Selection Process SCIL 22-EL... SCIL 22-ER... Select Application Front Back turning turning AD Short chipping material (Brass, Ledloy) Material Type All other materials AR ER SCIR 22-ER... SCIR 22-EL... Small Workpiece Diameter Large Chip BR control Surface finish Dominant Effect 308 ISCAR