Каталог Iscar токарный инструмент 2017 - страница 311
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017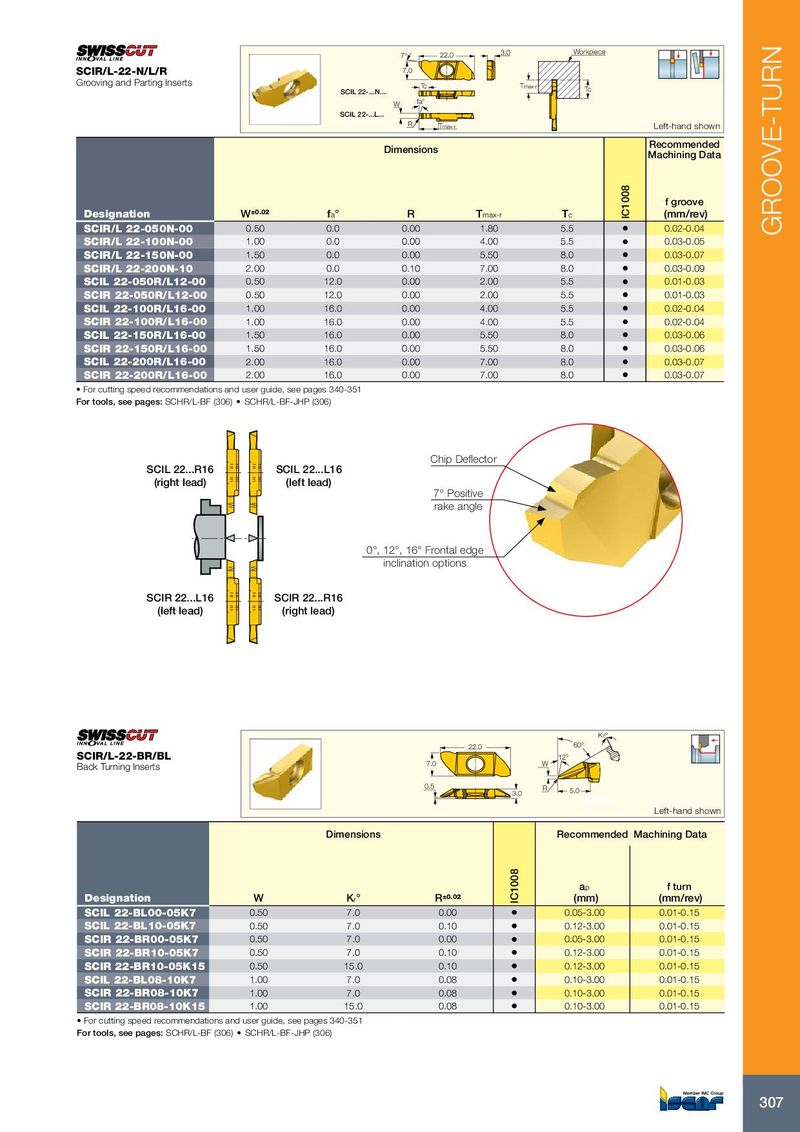
7° 22.0 3.0 Workpiece SCIR/L-22-N/L/R 7.0 Grooving and Parting Inserts Tc Tmax-r SCIL 22-...N... Tc W fa° SCIL 22-...L... R Tmax-r Left-hand shown Recommended Dimensions Machining Data f groove Designation W ±0.02 f a ° R T max-r T c IC1008 (mm/rev) SCIR/L 22-050N-00 0.50 0.0 0.00 1.80 5.5 • 0.02-0.04 GROOVE-TURN SCIR/L 22-100N-00 1.00 0.0 0.00 4.00 5.5 • 0.03-0.05 SCIR/L 22-150N-00 1.50 0.0 0.00 5.50 8.0 • 0.03-0.07 SCIR/L 22-200N-10 2.00 0.0 0.10 7.00 8.0 • 0.03-0.09 SCIL 22-050R/L12-00 0.50 12.0 0.00 2.00 5.5 • 0.01-0.03 SCIR 22-050R/L12-00 0.50 12.0 0.00 2.00 5.5 • 0.01-0.03 SCIL 22-100R/L16-00 1.00 16.0 0.00 4.00 5.5 • 0.02-0.04 SCIR 22-100R/L16-00 1.00 16.0 0.00 4.00 5.5 • 0.02-0.04 SCIL 22-150R/L16-00 1.50 16.0 0.00 5.50 8.0 • 0.03-0.06 SCIR 22-150R/L16-00 1.50 16.0 0.00 5.50 8.0 • 0.03-0.06 SCIL 22-200R/L16-00 2.00 16.0 0.00 7.00 8.0 • 0.03-0.07 SCIR 22-200R/L16-00 2.00 16.0 0.00 7.00 8.0 • 0.03-0.07 • For cutting speed recommendations and user guide, see pages 340-351 For tools, see pages: SCHR/L-BF (306) • SCHR/L-BF-JHP (306) Chip Deflector SCIL 22...R16 SCIL 22...L16 (right lead) (left lead) 7° Positive rake angle 0°, 12°, 16° Frontal edge inclination options SCIR 22...L16 SCIR 22...R16 (left lead) (right lead) Kr° 22.0 60° SCIR/L-22-BR/BL 12° 7.0 Back Turning Inserts W 0.5 R 3.0 5.0 Left-hand shown Dimensions Recommended Machining Data a p f turn Designation W K r ° R ±0.02 IC1008 (mm) (mm/rev) SCIL 22-BL00-05K7 0.50 7.0 0.00 • 0.05-3.00 0.01-0.15 SCIL 22-BL10-05K7 0.50 7.0 0.10 • 0.12-3.00 0.01-0.15 SCIR 22-BR00-05K7 0.50 7.0 0.00 • 0.05-3.00 0.01-0.15 SCIR 22-BR10-05K7 0.50 7.0 0.10 • 0.12-3.00 0.01-0.15 SCIR 22-BR10-05K15 0.50 15.0 0.10 • 0.12-3.00 0.01-0.15 SCIL 22-BL08-10K7 1.00 7.0 0.08 • 0.10-3.00 0.01-0.15 SCIR 22-BR08-10K7 1.00 7.0 0.08 • 0.10-3.00 0.01-0.15 SCIR 22-BR08-10K15 1.00 15.0 0.08 • 0.10-3.00 0.01-0.15 • For cutting speed recommendations and user guide, see pages 340-351 For tools, see pages: SCHR/L-BF (306) • SCHR/L-BF-JHP (306) 307