Каталог Iscar токарный инструмент 2017 - страница 163
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017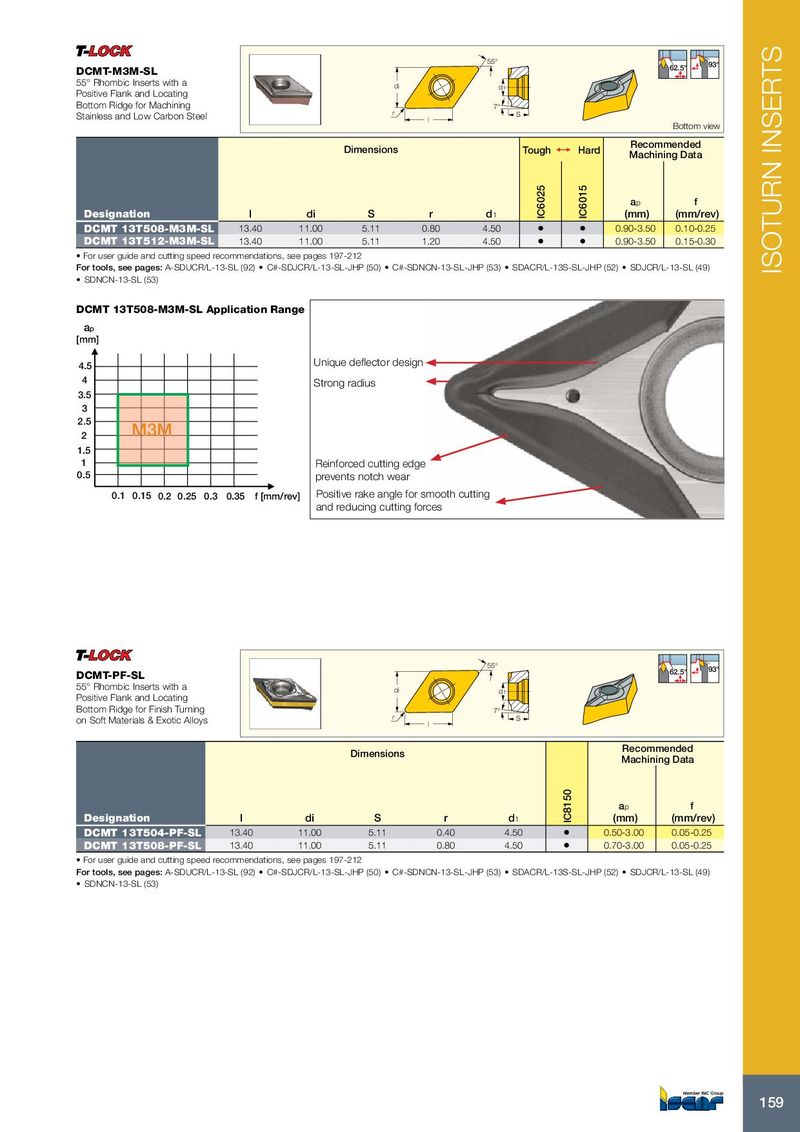
55° 62.5° 93° DCMT-M3M-SL 55° Rhombic Inserts with a di d1 Positive Flank and Locating Bottom Ridge for Machining 7° r Stainless and Low Carbon Steel S l Bottom view Recommended Dimensions Tough 1 Hard Machining Data a p f Designation l di S r d 1 IC6025 IC6015 (mm) (mm/rev) DCMT 13T508-M3M-SL 13.40 11.00 5.11 0.80 4.50 • • 0.90-3.50 0.10-0.25 DCMT 13T512-M3M-SL 13.40 11.00 5.11 1.20 4.50 • • 0.90-3.50 0.15-0.30 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: A-SDUCR/L-13-SL (92) • C#-SDJCR/L-13-SL-JHP (50) • C#-SDNCN-13-SL-JHP (53) • SDACR/L-13S-SL-JHP (52) • SDJCR/L-13-SL (49) ISOTURN INSERTS • SDNCN-13-SL (53) DCMT 13T508-M3M-SL Application Range ap [mm] 4.5 Unique deflector design 4 Strong radius 3.5 3 2.5 2 M3M 1.5 1 Reinforced cutting edge 0.5 prevents notch wear 0.1 0.15 0.2 0.25 0.3 0.35 f [mm/rev] Positive rake angle for smooth cutting and reducing cutting forces 55° 62.5° 93° DCMT-PF-SL 55° Rhombic Inserts with a di d1 Positive Flank and Locating Bottom Ridge for Finish Turning 7° r on Soft Materials & Exotic Alloys S l Recommended Dimensions Machining Data a p f Designation l di S r d 1 IC8150 (mm) (mm/rev) DCMT 13T504-PF-SL 13.40 11.00 5.11 0.40 4.50 • 0.50-3.00 0.05-0.25 DCMT 13T508-PF-SL 13.40 11.00 5.11 0.80 4.50 • 0.70-3.00 0.05-0.25 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: A-SDUCR/L-13-SL (92) • C#-SDJCR/L-13-SL-JHP (50) • C#-SDNCN-13-SL-JHP (53) • SDACR/L-13S-SL-JHP (52) • SDJCR/L-13-SL (49) • SDNCN-13-SL (53) 159