Каталог Iscar токарный инструмент 2017 - страница 157
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017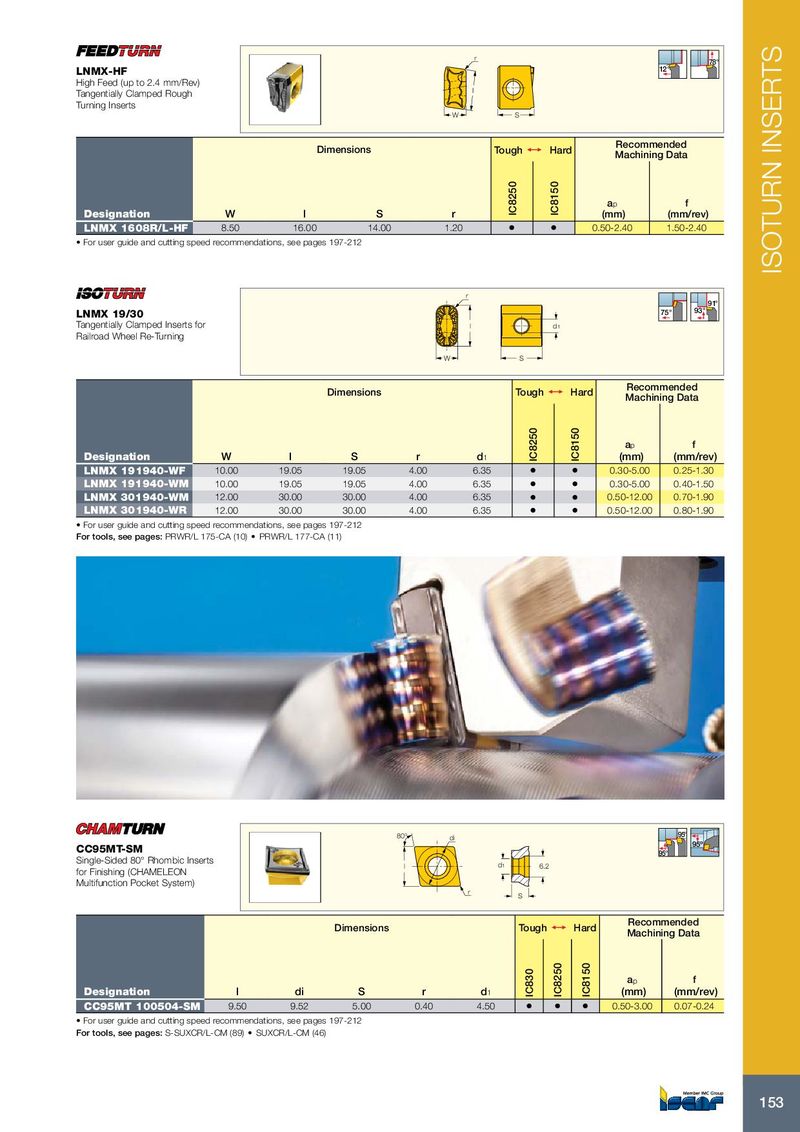
r 78° LNMX-HF 12° High Feed (up to 2.4 mm/Rev) Tangentially Clamped Rough I Turning Inserts W S Recommended Dimensions Tough 1 Hard Machining Data a p f Designation W l S r IC8250 IC8150 (mm) (mm/rev) LNMX 1608R/L-HF 8.50 16.00 14.00 1.20 • • 0.50-2.40 1.50-2.40 • For user guide and cutting speed recommendations, see pages 197-212 ISOTURN INSERTS r 91° LNMX 19/30 75° 93° Tangentially Clamped Inserts for l d1 Railroad Wheel Re-Turning W S Recommended Dimensions Tough 1 Hard Machining Data a p f Designation W l S r d 1 IC8250 IC8150 (mm) (mm/rev) LNMX 191940-WF 10.00 19.05 19.05 4.00 6.35 • • 0.30-5.00 0.25-1.30 LNMX 191940-WM 10.00 19.05 19.05 4.00 6.35 • • 0.30-5.00 0.40-1.50 LNMX 301940-WM 12.00 30.00 30.00 4.00 6.35 • • 0.50-12.00 0.70-1.90 LNMX 301940-WR 12.00 30.00 30.00 4.00 6.35 • • 0.50-12.00 0.80-1.90 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: PRWR/L 175-CA (10) • PRWR/L 177-CA (11) 80° di 95° 95º CC95MT-SM 95° Single-Sided 80° Rhombic Inserts l d 1 6.2 for Finishing (CHAMELEON Multifunction Pocket System) r S Recommended Dimensions Tough 1 Hard Machining Data a p f Designation l di S r d 1 IC830 IC8250 IC8150 (mm) (mm/rev) CC95MT 100504-SM 9.50 9.52 5.00 0.40 4.50 • • • 0.50-3.00 0.07-0.24 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: S-SUXCR/L-CM (89) • SUXCR/L-CM (46) 153