Каталог Iscar резьбонарезные фрезы - страница 65
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar токарный инструмент для нарезания канавок
Каталог Iscar токарный инструмент для нарезания канавок Каталог Iscar сверла со сменной режущей частью 2022
Каталог Iscar сверла со сменной режущей частью 2022 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master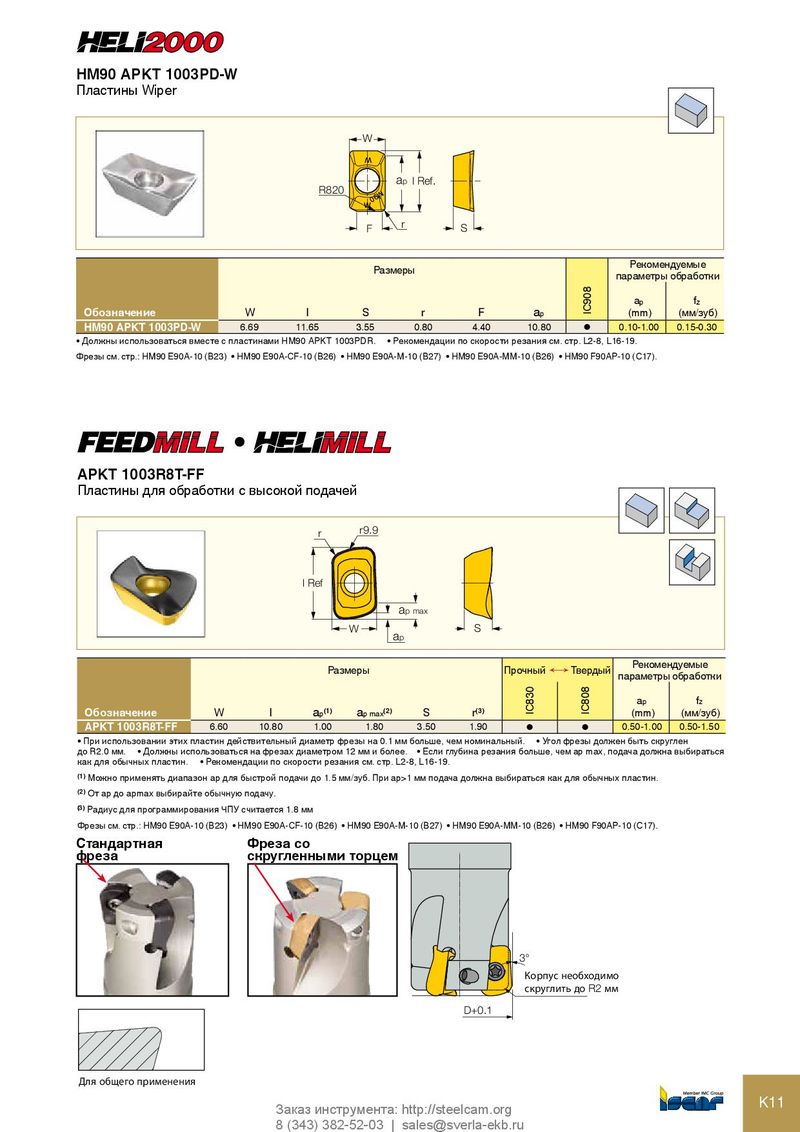
HM90 APKT 1003PD-W Пластины Wiper W W ap l Ref. R820 M9 0 W F r S Рекомендуемые Размеры параметры обработки IC908 ap fz Обозначение W l S r F ap (mm) (мм/зуб) HM90 APKT 1003PD-W 6.69 11.65 3.55 0.80 4.40 10.80 l 0.10-1.00 0.15-0.30 • Должны использоваться вместе с пластинами HM90 APKT 1003PDR. • Рекомендации по скорости резания см. стр. L2-8, L16-19. Фрезы см. стр.: HM90 E90A‑10 (B23) • HM90 E90A‑CF‑10 (B26) • HM90 E90A‑M‑10 (B27) • HM90 E90A‑MM‑10 (B26) • HM90 F90AP‑10 (C17). l APKT 1003R8T-FF Пластины для обработки с высокой подачей r r9.9 l Ref ap max W S ap Рекомендуемые Размеры Прочный Ö Твердый параметры обработки IC830 IC808 ap fz Обозначение W l ap(1) ap max(2) S r(3) (mm) (мм/зуб) APKT 1003R8T-FF 6.60 10.80 1.00 1.80 3.50 1.90 l l 0.50-1.00 0.50-1.50 • При использовании этих пластин действительный диаметр фрезы на 0.1 мм больше, чем номинальный. • Угол фрезы должен быть скруглен до R2.0 мм. • Должны использоваться на фрезах диаметром 12 мм и более. • Если глубина резания больше, чем ap max, подача должна выбираться как для обычных пластин. • Рекомендации по скорости резания см. стр. L2-8, L16-19. (1) Можно применять диапазон ap для быстрой подачи до 1.5 мм/зуб. При ap>1 мм подача должна выбираться как для обычных пластин. (2) От ap до apmax выбирайте обычную подачу. (3) Радиус для программирования ЧПУ считается 1.8 мм Фрезы см. стр.: HM90 E90A‑10 (B23) • HM90 E90A‑CF‑10 (B26) • HM90 E90A‑M‑10 (B27) • HM90 E90A‑MM‑10 (B26) • HM90 F90AP‑10 (C17). Стандартная Фреза со фреза скругленными торцем 3° Корпус необходимо скруглить до R2 мм D+0.1 Для общего применения Заказ инструмента: http://steelcam.org K11 8 (343) 382-52-03 | sales@sverla-ekb.ru