Каталог Iscar резьбонарезные фрезы - страница 103
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar токарный инструмент для нарезания канавок
Каталог Iscar токарный инструмент для нарезания канавок Каталог Iscar сверла со сменной режущей частью 2022
Каталог Iscar сверла со сменной режущей частью 2022 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master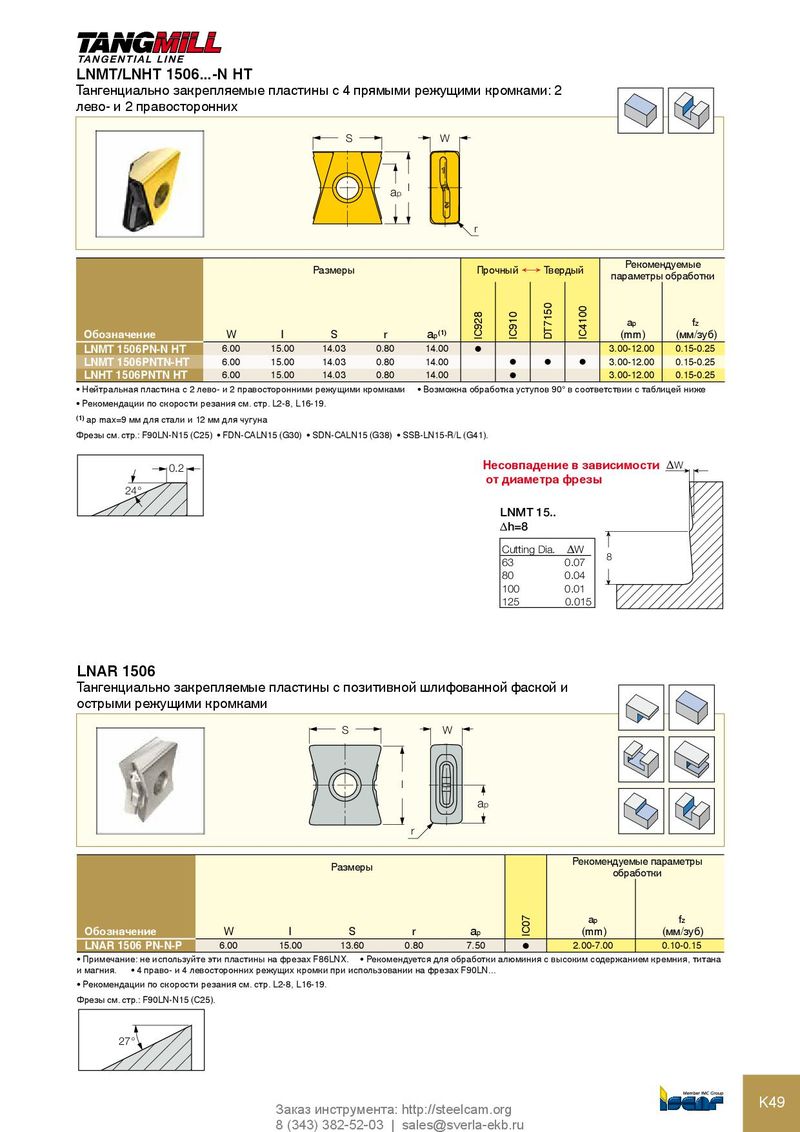
LNMT/LNHT 1506...-N HT Тангенциально закрепляемые пластины с 4 прямыми режущими кромками: 2 лево- и 2 правосторонних S W l ap r Рекомендуемые Размеры Прочный Ö Твердый параметры обработки a p f z Обозначение W l S r a p (1) IC928 IC910 DT7150 IC4100 (mm) (мм/зуб) LNMT 1506PN-N HT 6.00 15.00 14.03 0.80 14.00 l 3.00-12.00 0.15-0.25 LNMT 1506PNTN-HT 6.00 15.00 14.03 0.80 14.00 l l l 3.00-12.00 0.15-0.25 LNHT 1506PNTN HT 6.00 15.00 14.03 0.80 14.00 l 3.00-12.00 0.15-0.25 • Нейтральная пластина с 2 лево- и 2 правосторонними режущими кромками • Возможна обработка уступов 90° в соответствии с таблицей ниже • Рекомендации по скорости резания см. стр. L2-8, L16-19. (1) ap max=9 мм для стали и 12 мм для чугуна Фрезы см. стр.: F90LN-N15 (C25) • FDN-CALN15 (G30) • SDN-CALN15 (G38) • SSB-LN15-R/L (G41). 0.2 Несовпадение в зависимости ΔW от диаметра фрезы 24° LNMT 15.. Δh=8 Cutting Dia. ΔW 8 63 0.07 80 0.04 100 0.01 125 0.015 LNAR 1506 Тангенциально закрепляемые пластины с позитивной шлифованной фаской и острыми режущими кромками S W l ap r Рекомендуемые параметры Размеры обработки a p f z Обозначение W l S r a p IC07 (mm) (мм/зуб) LNAR 1506 PN-N-P 6.00 15.00 13.60 0.80 7.50 l 2.00-7.00 0.10-0.15 • Примечание: не используйте эти пластины на фрезах F86LNX. • Рекомендуется для обработки алюминия с высоким содержанием кремния, титана и магния. • 4 право- и 4 левосторонних режущих кромки при использовании на фрезах F90LN... • Рекомендации по скорости резания см. стр. L2-8, L16-19. Фрезы см. стр.: F90LN-N15 (C25). 27° K49 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru