Каталог Iscar решения для глубокого сверления - страница 81
Навигация
 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar дисковые фрезы и фрезерные пластины 2022
Каталог Iscar дисковые фрезы и фрезерные пластины 2022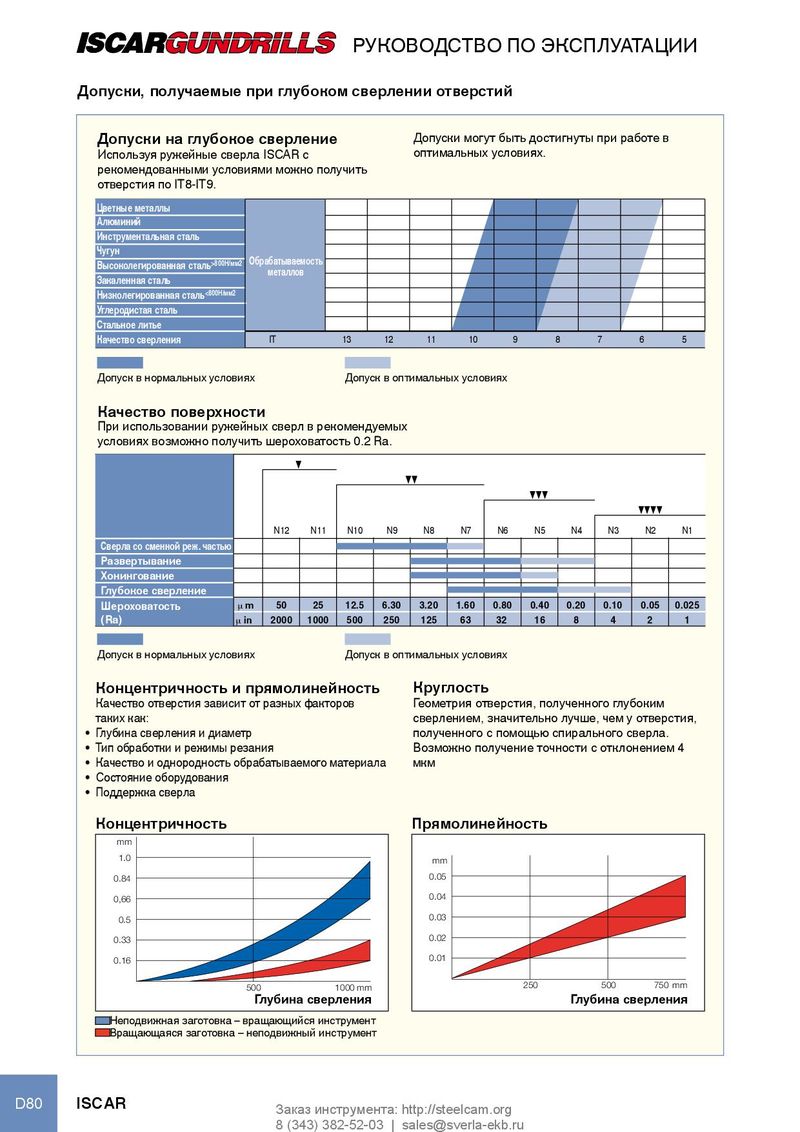
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ допуски, получаемые при глубоком сверлении отверстий допуски на глубокое сверление Допуски могут быть достигнуты при работе в Используя ружейные сверла ISCAR с оптимальных условиях. рекомендованными условиями можно получить отверстия по IT8-IT9. Цветные металлы Алюминий инструментальная сталь чугун обрабатываемость высоколегированная сталь >800н/мм2 металлов Закаленная сталь низколегированная сталь <800н/мм2 углеродистая сталь стальное литье качество сверления IT 13 12 11 10 9 8 7 6 5 Допуск в нормальных условиях Допуск в оптимальных условиях качество поверхности При использовании ружейных сверл в рекомендуемых условиях возможно получить шероховатость 0.2 Ra. N12 N11 N10 N9 N8 N7 N6 N5 N4 N3 N2 N1 сверла со сменной реж. частью Развертывание Хонингование глубокое сверление шероховатость µ m 50 25 12.5 6.30 3.20 1.60 0.80 0.40 0.20 0.10 0.05 0.025 (Ra) µ in 2000 1000 500 250 125 63 32 16 8 4 2 1 Допуск в нормальных условиях Допуск в оптимальных условиях концентричность и прямолинейность круглость Качество отверстия зависит от разных факторов Геометрия отверстия, полученного глубоким таких как: сверлением, значительно лучше, чем у отверстия, • Глубина сверления и диаметр полученного с помощью спирального сверла. • Тип обработки и режимы резания Возможно получение точности с отклонением 4 • Качество и однородность обрабатываемого материала мкм • Состояние оборудования • Поддержка сверла концентричность прямолинейность mm 1.0 mm 0.84 0.05 0,66 0.04 0.5 0.03 0.33 0.02 0.16 0.01 500 mm 1000 250 500 mm 750 глубина сверления глубина сверления Неподвижная заготовка – вращающийся инструмент Вращающаяся заготовка – неподвижный инструмент D80 ISCAR Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru