Каталог Iscar торцевые фрезы 2022 - страница 116
Навигация
 Каталог Iscar сверла со сменной режущей частью 2022
Каталог Iscar сверла со сменной режущей частью 2022 Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar отрезка 2022
Каталог Iscar отрезка 2022 Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar монолитные сверла 2022
Каталог Iscar монолитные сверла 2022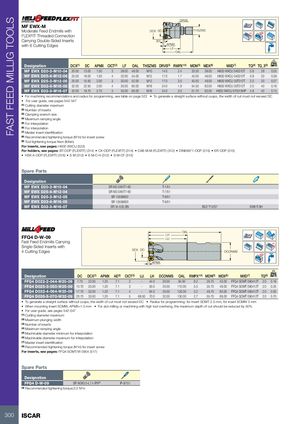
FAST FEED MILLIG TOOLS DRVS MF EWX-M Moderate Feed Endmills with DCX DC THSZMS Rd° FLEXFIT Threaded Connection Carrying Double-Sided Inserts 30° with 6 Cutting Edges APMX LF OAL Designation DCX(1) DC APMX CICT(2) LF OAL THSZMS DRVS(3) RMPX°(4) MDN(5) MDX(6) MIID(7) TQ(8) TQ_3(9) kg MF EWX D20-3-M10-04 20.00 13.00 1.50 3 28.00 48.00 M10 14.0 2.4 33.00 39.00 H600 WXCU 040310T 0.9 29 0.05 MF EWX D25-4-M12-04 25.00 18.00 1.50 4 32.00 54.00 M12 17.0 1.7 43.00 49.00 H600 WXCU 040310T 0.9 33 0.09 MF EWX D25-3-M12-05 25.00 15.50 2.00 3 30.00 52.00 M12 17.0 3.0 40.50 49.00 H600 WXCU 05T312T 2.0 33 0.07 MF EWX D32-4-M16-05 32.00 22.50 2.00 4 35.00 60.00 M16 24.0 1.9 54.50 63.00 H600 WXCU 05T312T 2.0 40 0.16 MF EWX D32-3-M16-07 32.00 19.70 2.70 3 35.00 60.00 M16 24.0 3.0 51.70 63.00 H600 WXCU 070515HP 4.8 40 0.15 • For machining recommendations and radius for programming, see table on page 522 • To generate a straight surface without cusps, the width of cut must not exceed DC • For user guide, see pages 542-547 (1) Cutting diameter maximum (2) Number of inserts (3) Clamping wrench size (4) Maximum ramping angle (5) For interpolation (6) For interpolation (7) Master insert identification (8) Recommended tightening torque (N*m) for insert screw (9) Tool tightening torque Nxm (lbfxin) For inserts, see pages: H600 WXCU (522) For holders, see pages: BT-ODP (FLEXFIT) (314) • C#-ODP (FLEXFIT) (314) • CAB M-M (FLEXFIT) (312) • DIN69871-ODP (315) • ER-ODP (315) • HSK A-ODP (FLEXFIT) (316) • S M (312) • S M-C-H (312) • S M-CF (313) Spare Parts Designation MF EWX D20-3-M10-04 SR M2.5X6-T7-60 T-7/51 MF EWX D25-4-M12-04 SR M2.5X6-T7-60 T-7/51 MF EWX D25-3-M12-05 SR 10508600 T-9/51 MF EWX D32-4-M16-05 SR 10508600 T-9/51 MF EWX D32-3-M16-07 SR 34-535-SN BLD T15/S7 SW6-T-SH OAL FFQ4 D-W-09 LHLU Fast Feed Endmills Carrying Rd° Single-Sided Inserts with 4 Cutting Edges DCX DC DCONMS APMX Designation DC DCX(1) APMX AE(2) CICT(3) LU LH DCONMS OAL RMPX°(4) MDN(5) MDX(6) MIID(7) TQ(8) kg FFQ4 D022-2-044-W20-09 7.70 22.00 1.20 7.1 2 - 44.0 20.00 94.00 8.2 29.70 43.00 FFQ4 SOMT 090412T 2.0 0.19 FFQ4 D025-3-050-W25-09 10.70 25.00 1.20 7.1 3 - 50.0 25.00 110.00 5.5 35.70 49.00 FFQ4 SOMT 090412T 2.0 0.25 FFQ4 D032-4-064-W25-09 17.70 32.00 1.20 7.1 4 - 64.0 25.00 120.00 3.2 49.70 63.00 FFQ4 SOMT 090412T 2.0 0.50 FFQ4 D035-5-070-W32-09 20.70 35.00 1.20 7.1 5 68.50 70.0 32.00 130.00 2.7 55.70 69.00 FFQ4 SOMT 090412T 2.0 0.70 • To generate a straight surface without cusps, the width of cut must not exceed DC • Radius for programming: for insert SOMT 2.5 mm, for insert SOMW 3 mm • When mounting insert SOMW, APMX=1.0 mm • For slot milling or machining with high tool overhang, the maximum depth of cut should be reduced by 50% • For user guide, see pages 542-547 (1) Cutting diameter maximum (2) Maximum plunging width (3) Number of inserts (4) Maximum ramping angle (5) Machinable diameter minimum for interpolation (6) Machinable diameter maximum for interpolation (7) Master insert identification (8) Recommended tightening torque (N*m) for insert screw For inserts, see pages: FFQ4 SOMT/W 0904 (517) Spare Parts Designation FFQ4 D-W-09 SR M3X0.5-L7.4 IP9(a) IP-9/151 (a) Recommended tightening torque:2.0 N*m 300 ISCAR