Каталог Iscar сверла со сменной режущей частью 2022 - страница 76
Навигация
 Каталог Iscar монолитные фрезы 2022
Каталог Iscar монолитные фрезы 2022 Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для мелкоразмерной обработки
Каталог Iscar инструмент для мелкоразмерной обработки Каталог Iscar токарный инструмент для нарезания канавок
Каталог Iscar токарный инструмент для нарезания канавок Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar дисковые фрезы и фрезерные пластины 2022
Каталог Iscar дисковые фрезы и фрезерные пластины 2022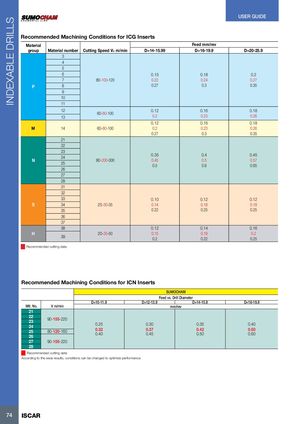
INDEXABLE DRILLS USER GUIDE Recommended Machining Conditions for ICG Inserts Material Feed mm/rev group Material number Cutting Speed Vc m/min D=14-15.99 D=16-19.9 D=20-25.9 3 4 5 6 0.15 0.18 0.2 7 80-100-120 0.22 0.24 0.27 P 8 0.27 0.3 0.35 9 10 11 12 60-80-10013 0.120.2 0.160.23 0.180.26 0.12 0.16 0.18 M 14 60-80-100 0.2 0.23 0.26 0.27 0.3 0.35 21 22 23 N 2425 80-200-300 0.350.450.5 0.40.50.6 0.450.570.65 26 27 28 31 32 33 0.10 0.12 0.12 S 34 25-30-35 0.14 0.18 0.18 35 0.22 0.25 0.25 36 37 38 0.12 0.14 0.16 H 39 20-35-50 0.150.2 0.180.22 0.20.25 Recommended cutting data Recommended Machining Conditions for ICN Inserts SUMOCHAM Feed vs. Drill Diameter D=10-11.9 D=12-13.9 D=14-15.9 D=16-19.9 Mtl. No. V m/min mm/rev 21 2223 90-155-220242580-120-160260.250.320.40 0.300.370.45 0.350.420.50 0.400.500.60 27 90-155-220 28 Recommended cutting data According to the wear results, conditions can be changed to optimize performance. 74 ISCAR