Каталог Iscar отрезка 2022 - страница 120
Навигация
 Каталог Iscar монолитные фрезы 2022
Каталог Iscar монолитные фрезы 2022 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar расточные системы
Каталог Iscar расточные системы Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022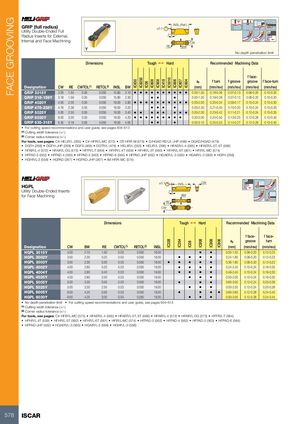
FACE GROOVING IC830 IC8250 IC08 IC808 IC908 IC418 IC5010IC328 IC806 IC807IC354 IC804 IC08 IC808 IC908 IC806 GRIP (full radius) INSL (Ref.)±0.1 Utility Double-Ended Full Radius Inserts for External, 7° Internal and Face Machining CW RE BW No depth penetration limit Dimensions Tough 1 Hard Recommended Machining Data f face- ap f turn f groove groove f face-turn Designation CW RE CWTOL(1) RETOL(2) INSL BW (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) GRIP 3015Y 3.00 1.50 0.05 0.050 15.80 2.10 • • • • • • • • • • 0.00-1.50 0.18-0.26 0.07-0.13 0.08-0.20 0.10-0.20 GRIP 318-159Y 3.18 1.59 0.05 0.050 15.80 2.30 • • • 0.00-1.50 0.19-0.28 0.07-0.13 0.08-0.20 0.10-0.20 GRIP 4020Y 4.00 2.00 0.05 0.050 19.00 2.80 • • • • • • • • • • 0.00-2.00 0.20-0.34 0.09-0.17 0.10-0.24 0.15-0.30 GRIP 476-238Y 4.76 2.38 0.05 0.050 19.00 3.20 • • • • 0.00-2.30 0.21-0.40 0.10-0.20 0.10-0.24 0.15-0.30 GRIP 5025Y 5.00 2.50 0.05 0.050 19.00 3.40 • • • • • • • • 0.00-2.50 0.23-0.42 0.11-0.21 0.12-0.24 0.15-0.35 GRIP 6030Y 6.00 3.00 0.05 0.050 19.00 4.20 • • • • • • • • • 0.00-3.00 0.24-0.50 0.13-0.25 0.12-0.28 0.15-0.40 GRIP 635-318Y 6.35 3.18 0.05 0.050 19.00 4.00 • • • 0.00-3.10 0.25-0.53 0.14-0.27 0.12-0.28 0.15-0.40 • For cutting speed recommendations and user guide, see pages 604-613 (1) Cutting width tolerance (+/-) (2) Corner radius tolerance (+/-) For tools, see pages: C#-HELIR/L (265) • C#-HFIR/L-MC (573) • CR HFIR-M (575) • D/HGAD RE/LE-JHP (499) • DGAD/HGAD (479) • DGFH (268) • DGFH-JHP (269) • DGFS (469) • DGTR/L (476) • HELIIR/L (355) • HELIR/L (266) • HFAER/L-4 (565) • HFAER/L-5T, 6T (566) • HFAIR/L-4 (572) • HFAIR/L-DG (573) • HFFR/L-T (564) • HFHR/L-4T (559) • HFHR/L-5T (560) • HFHR/L-6T (561) • HFIR/L-MC (574) • HFPAD-3 (562) • HFPAD-4 (563) • HFPAD-5 (563) • HFPAD-6 (564) • HFPAD-JHP (562) • HGAER/L-3 (565) • HGAIR/L-3 (568) • HGFH (268) • HGHR/L-3 (558) • HGPAD (267) • HGPAD-JHP (267) • IM-HFIR-MC (574) HGPL ±0.1 INSL CW Utility Double-Ended Inserts 7° for Face Machining BW RE CW Dimensions Tough 1 Hard Recommended Machining Data f face- f face- ap groove turn Designation CW BW RE CWTOL(1) RETOL(2) INSL (mm) (mm/rev) (mm/rev) HGPL 3015Y 3.00 2.10 1.50 0.03 0.050 16.00 • • 0.00-1.50 0.08-0.20 0.12-0.23 HGPL 3002Y 3.00 2.30 0.20 0.03 0.050 16.00 • • • • 0.24-1.80 0.08-0.20 0.12-0.23 HGPL 3003Y 3.00 2.30 0.30 0.03 0.050 16.00 • • • • • 0.36-1.80 0.08-0.20 0.12-0.23 HGPL 4002Y 4.00 2.80 0.20 0.03 0.050 19.00 • • • • 0.24-2.40 0.10-0.24 0.16-0.30 HGPL 4004Y 4.00 2.80 0.40 0.03 0.050 19.00 • • • • 0.48-2.40 0.10-0.24 0.16-0.30 HGPL 4020Y 4.00 2.80 2.00 0.03 0.050 19.00 • • • 0.00-2.00 0.10-0.24 0.16-0.30 HGPL 5005Y 5.00 3.30 0.50 0.03 0.050 19.00 • • • 0.60-3.00 0.12-0.24 0.20-0.38 HGPL 5025Y 5.00 3.30 2.50 0.03 0.050 19.00 • • • 0.00-2.50 0.12-0.24 0.20-0.38 HGPL 6005Y 6.00 4.20 0.50 0.03 0.050 19.00 • • • • 0.60-3.60 0.12-0.28 0.24-0.45 HGPL 6030Y 6.00 4.20 3.00 0.03 0.050 19.00 • • • 0.00-3.00 0.12-0.28 0.24-0.45 • No depth penetration limit • For cutting speed recommendations and user guide, see pages 604-613 (1) Cutting width tolerance (+/-) (2) Corner radius tolerance (+/-) For tools, see pages: C#-HFIR/L-MC (573) • HFAER/L-4 (565) • HFAER/L-5T, 6T (566) • HFAIR/L-4 (572) • HFAIR/L-DG (573) • HFFR/L-T (564) • HFHR/L-4T (559) • HFHR/L-5T (560) • HFHR/L-6T (561) • HFIR/L-MC (574) • HFPAD-3 (562) • HFPAD-4 (563) • HFPAD-5 (563) • HFPAD-6 (564) • HFPAD-JHP (562) • HGAER/L-3 (565) • HGAIR/L-3 (568) • HGHR/L-3 (558) 578 ISCAR