Каталог Iscar отрезка 2022 - страница 117
Навигация
 Каталог Iscar монолитные фрезы 2022
Каталог Iscar монолитные фрезы 2022 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar расточные системы
Каталог Iscar расточные системы Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022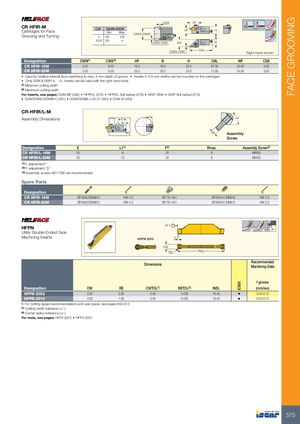
IC808 FACE GROOVING CDX 25 CR HFIR-MCartridges for FaceGrooving and Turning CW DAXN-DAXXMinMax DAXN-DAXX HF H360130 4,5,6 60 ∞ CWN-CWX WF B CWN-CWX OAL Right-hand shown Designation CWN(1) CWX(2) HF B H OAL WF CDX CR HFIR-16M 3.00 6.00 16.0 16.0 20.0 67.00 20.00 5.00 CR HFIR-20M 3.00 6.00 20.0 20.0 24.0 72.00 24.00 5.00 • Used for shallow internal face machining to max. 5 mm depth of groove • Inserts in 3-6 mm widths can be mounted on the cartridges • Only DGN & GRIP 4.. - 6.. inserts can be used with the right-hand tools (1) Minimum cutting width (2) Maximum cutting width For inserts, see pages: DGN-MF (485) • HFPR/L (576) • HFPR/L (full radius) (576) • GRIP (269) • GRIP (full radius) (270) • DGN/DGNC/DGNM-C (481) • DGN/DGNM-J/JS/JT (483) • DGN-W (482) CR-HFIR/L-M Assembly Dimensions FE 45º L1 R M8 Assembly Screw Designation E L1(1) F(2) Rmax. Assembly Screw(3) CR HFIR/L-16M 25 8 20 6 M8X30 CR HFIR/L-20M 30 10 24 6 M8X30 (1) L adjustment±1 (2) F adjustment +0.3 -0 (3) Assembly screws ISO 7380 are recommended Spare Parts Designation CR HFIR-16M SR M5X20DIN912 HW 4.0 SR 76-1401 SR M4X10 DIN916 HW 2.0 CR HFIR-20M SR M5X20DIN912 HW 4.0 SR 76-1401 SR M4X10 DIN913 HW 2.0 ±0.1 HFPN Utility Double-Ended Face Machining Inserts HFPN 2010 7° CW RE INSL Dimensions RecommendedMachining Data f groove Designation CW RE CWTOL(1) RETOL(2) INSL (mm/rev) HFPN 2002 2.00 0.20 0.04 0.030 19.40 • 0.03-0.10 HFPN 2010 2.00 1.00 0.04 0.030 19.40 • 0.03-0.10 • For cutting speed recommendations and user guide, see pages 604-613 (1) Cutting width tolerance (+/-) (2) Corner radius tolerance (+/-) For tools, see pages: HFFA (557) • HFFH (557) 575