Каталог Iscar обработка канавок 2022 - страница 195
Навигация
 Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master Каталог Iscar сверла ружейные и для глубокого сверления 2022
Каталог Iscar сверла ружейные и для глубокого сверления 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar инструментальная оснастка 2022
Каталог Iscar инструментальная оснастка 2022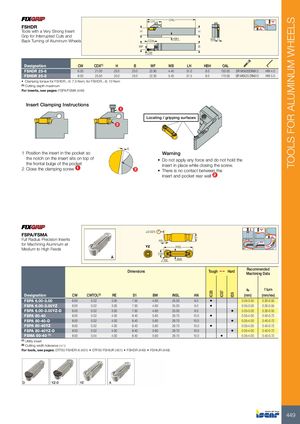
IC20 IC07 ID5 TOOLS FOR ALUMINUM WHEELS LH OAL FSHDR Tools with a Very Strong Insert H H Grip for Interrupted Cuts and Back Turning of Aluminum Wheels HBHCDX WB WF B CW Designation CW CDX(1) H B WF WB LH HBH OAL FSHDR 25-6 6.00 21.00 25.0 25.0 22.80 4.40 51.0 8.0 150.00 SR M5X20DIN912 HW 4.0 FSHDR 25-8 8.00 25.50 25.0 25.0 22.30 5.40 51.5 8.0 170.00 SR M6X25 DIN912 HW 5.0 • Clamping torque for FSHDR..-6: 7.5 Nxm, for FSHDR..-8: 10 Nxm (1) Cutting depth maximum For inserts, see pages: FSPA/FSMA (449) Insert Clamping Instructions 1 Locating / gripping surfaces 2 1 Position the insert in the pocket so Warning the notch on the insert sits on top of • Do not apply any force and do not hold the the frontal bulge of the pocket2Close theclamping screw1 insert in place while closing the screw.2•There is no contact betweenthe insert and pocket rear wall 2 ±0.025 FSPA/FSMA Full Radius Precision Inserts S1AN for Machining Aluminum atMedium to High Feeds YZ lNSL CW RE BW Dimensions Tough 1 Hard RecommendedMachining Data ap f turn Designation CW CWTOL(2) RE S1 BW INSL AN (mm) (mm/rev) FSPA 6.00-3.00 6.00 0.02 3.00 7.50 4.60 25.00 9.0 • 0.05-3.00 0.30-0.55 FSPA 6.00-3.00YZ 6.00 0.02 3.00 7.50 4.60 25.00 9.0 • 0.05-3.00 0.30-0.55 FSPA 6.00-3.00YZ-D 6.00 0.02 3.00 7.50 4.60 25.00 9.0 • 0.05-3.00 0.30-0.55 FSPA 80-40 8.00 0.02 4.00 8.40 5.60 29.70 10.0 • 0.05-4.00 0.40-0.72 FSPA 80-40-D 8.00 0.02 4.00 8.40 5.60 29.70 10.0 • 0.05-4.00 0.40-0.72 FSPA 80-40YZ 8.00 0.02 4.00 8.40 5.60 29.70 10.0 • 0.05-4.00 0.40-0.72 FSPA 80-40YZ-D 8.00 0.02 4.00 8.40 5.60 29.70 10.0 • 0.05-4.00 0.40-0.72 FSMA 80-40 (1) 8.00 0.04 4.00 8.40 5.60 29.70 10.0 • 0.05-4.00 0.40-0.72 (1) Utility insert (2) Cutting width tolerance (+/-) For tools, see pages: DTF50 FSHDR-8 (451) • DTF50 FSHIUR (451) • FSHDR (449) • FSHIUR (448) 449