Каталог Iscar дисковые фрезы и фрезерные пластины 2022 - страница 208
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления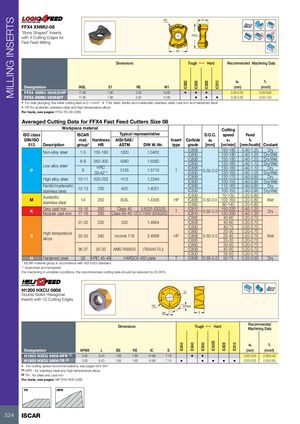
MILLING INSERTS IC845 IC882 IC840 IC830 IC830 IC808 IC5500 IC810 IC808 IC810 RE S1 FFX4 XNMU-08 "Bone Shaped" Inserts Rd° with 4 Cutting Edges for INSL Fast Feed Milling W1 Dimensions Tough 1 Hard Recommended Machining Data ap fz Designation INSL S1 RE W1 (mm) (mm/t) FFX4 XNMU 080620HP 17.90 7.80 2.00 15.60 • • • 0.20-2.00 0.20-0.60 FFX4 XNMU 080620T 17.90 7.80 2.00 15.60 • • • 0.20-2.00 0.40-1.20 • For side plunging, the initial cutting feed is 0.1 mm/t • T-for steel, ferritic and martensitic stainless steel, cast iron and hardened steel • HP-for austenitic stainless steel and high temperature alloys For tools, see pages: FFX4 FD-08 (296) Averaged Cutting Data for FFX4 Fast Feed Cutters Size 08 Workpiece material Cutting ISO class ISCAR Typical representstive D.O.C. speed Feed DIN/ISO mat. Hardness AISI/SAE/ Insert Carbide ap vc fz 513 Description group* HB ASTM DIN W.-Nr. type grade [mm] [m/min] [mm/tooth] Coolant Non-alloy steel 1-5 130-180 1020 1.0402 IC808 150-180 0.40-1.20 DryIC830150-1800.40-1.20Dry/Wet 6-8 260-300 4340Low alloy steelP9HRC35-42**31351.6582 IC808 150-180 0.40-1.20 Dry/WetIC830120-1800.40-1.10Dry/Wet1.5710TIC808IC8300.50-2.0130-180120-1600.40-1.10Dry0.40-1.00Dry/Wet High alloy steel 10-11 200-220 H13 1.2344 IC808 120-170 0.40-0.80 DryIC830100-1500.40-0.90Dry/Wet Ferritic/martensiticstainless steel12-13200 420 1.4021 IC808 110-160 0.40-0.80 DryIC830100-1500.40-0.90Dry/Wet M Austeniticstainless steel 14 200 304L IC830 70-130 0.20-0.801.4306HPIC8080.50-2.0100-1600.20-0.80 WetIC88280-1400.20-0.80 K Grey cast iron 15-16Nodular cast iron17-18250200Class 40 0.6025 (GG25)Class 65-45-12 0.7050 (GGG50)TIC810IC8100.50-2.0 150-220120-200 0.40-1.200.40-1.20 Dry IC882 40-60 0.20-0.70 31-32 220 330 1.4864 IC808 40-80 0.20-0.70 IC830 40-75 0.20-0.70 S High temperaturealloys 33-35 340 Inconel 718 2.4668 IC882 20-30 0.20-0.70HPIC8080.50-2.025-400.20-0.70 WetIC83025-350.20-0.70 IC882 30-50 0.20-0.70 36-37 30-32 AMS R56400 (Ti6AI4V ELI) IC808 40-60 0.20-0.70 IC830 35-55 0.20-0.70 H Hardened steel 38 HRC 45-49 HARDOX 450 plate T IC808 0.50-2.0 50-75 0.20-0.50 Dry * ISCAR material group in accordance with VDI 3323 standard ** Quenched and tempered For machining in unstable conditions, the recommended cutting data should be reduced by 20-30% H1200 HXCU 0606 IC Double-Sided Hexagonal Inserts with 12 Cutting Edges RE APMX L BS S Dimensions Tough 1 Hard RecommendedMachining Data ap fz Designation APMX L BS RE IC S (mm) (mm/t) H1200 HXCU 0606-HPR (1) 3.00 6.43 1.06 1.60 14.88 7.15 • • 0.20-3.00 0.08-0.40 H1200 HXCU 0606-TR (2) 3.00 6.43 1.06 1.60 14.88 7.15 • • • • • 0.20-3.00 0.25-0.65 • For cutting speed recommendations, see pages 542-547 (1) HPR - for stainless steel and high temperature alloys (2) TR - for steel and cast iron For tools, see pages: MF FHX-R06 (308) TR HPR 524 ISCAR