Каталог Iscar дисковые фрезы и фрезерные пластины 2022 - страница 198
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления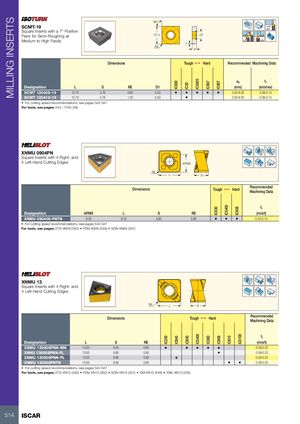
MILLING INSERTS 90° SCMT-19 75 º Square Inserts with a 7° Positive 45 º IC=L D1 Flank for Semi-Roughing at 45 º 45° Medium to High Feeds 7° RE S Dimensions Tough 1 Hard Recommended Machining Data ap fz IC5005 IC830 IC807 IC907 IC20 Designation L S RE D1 (mm) (mm/rev) SCMT 120408-19 12.70 4.76 0.80 5.50 • • • • • 3.00-8.00 0.08-0.15 SCMT 120412-19 12.70 4.76 1.20 5.50 • 3.00-8.00 0.08-0.15 • For cutting speed recommendations, see pages 542-547 For tools, see pages: E45 / T245 (38) XNMU 0904PN Square Inserts with 4 Right- and 4 Left-Hand Cutting Edges APMX RE L S Recommended Dimensions Tough 1 Hard Machining Data fz IC5400 IC830 IC808 Designation APMX L S RE (mm/t) XNMU 090408-PNTN 8.20 9.10 5.95 0.80 • • • 0.05-0.15 • For cutting speed recommendations, see pages 542-547 For tools, see pages: ETS-XN09 (340) • FDN-XN09 (349) • SDN-XN09 (357) XNMU 13 Square Inserts with 4 Right- and 4 Left-Hand Cutting Edges RE L S Recommended Dimensions Tough 1 Hard Machining Data fz IC5400 IC5100 IC330 IC845 IC830 IC380 IC808 IC810 Designation L S RE (mm/t) XNMU 130608PNN-MM 13.00 8.50 0.80 • • • • • 0.08-0.20 XNHU 130608PNN-PL 13.00 8.80 0.80 • 0.08-0.20 XNMU 130608PNN-PL 13.00 8.80 0.80 • 0.08-0.20 XNMU 130608PNTN 13.00 8.80 0.80 • • 0.08-0.20 • For cutting speed recommendations, see pages 542-547 For tools, see pages: ETS-XN13 (340) • FDN-XN13 (350) • SDN-XN13 (357) • SM-XN13 (246) • XNK-XN13 (239) 514 ISCAR