Каталог Iscar дисковые фрезы и фрезерные пластины 2022 - страница 178
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления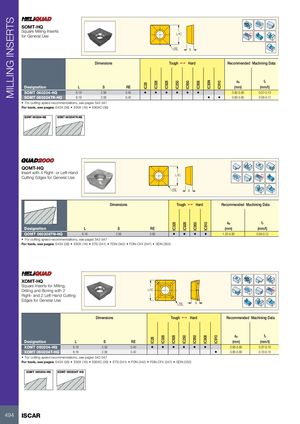
MILLING INSERTS SOMT-HQ Square Milling Inserts Rd° L/IC for General Use RE S Dimensions Tough 1 Hard Recommended Machining Data ap fz IC30N IC328 IC928 IC250 IC950 IC908 IC910 IC28 Designation L S RE (mm) (mm/t) SOMT 060204-HQ 6.16 2.56 0.40 • • • • • • 0.80-5.80 0.07-0.10 SOMT 060204TR-HQ 6.16 2.56 0.40 • • 0.80-5.80 0.08-0.12 • For cutting speed recommendations, see pages 542-547 For tools, see pages: E45X (38) • E90X (16) • E90XC (36) SOMT 060204-HQ SOMT 060204TR-HQ QOMT-HQ Insert with 4 Right- or Left-Hand L/IC Rd° Cutting Edges for General Use RE S Dimensions Tough 1 Hard Recommended Machining Data ap fz IC328 IC928 IC950 IC910 Designation L S RE (mm) (mm/t) QOMT 060208TN-HQ 6.16 2.56 0.80 • • • • 1.20-5.80 0.08-0.12 • For cutting speed recommendations, see pages 542-547 For tools, see pages: E45X (38) • E90X (16) • ETS (341) • FDN (342) • FDN-CF4 (347) • SDN (353) XOMT-HQ Square Inserts for Milling, Rd° Drilling and Boring with 2 L/IC Right- and 2 Left-Hand Cutting Edges for General Use RE S Dimensions Tough 1 Hard Recommended Machining Data ap fz IC328 IC928 IC250 IC950 IC908 IC910 IC28 Designation L S RE (mm) (mm/t) XOMT 060204-HQ 6.16 2.56 0.40 • • • • • • 0.80-5.80 0.07-0.10 XOMT 060204T-HQ 6.16 2.56 0.40 • 0.80-5.80 0.10-0.15 • For cutting speed recommendations, see pages 542-547 For tools, see pages: E45X (38) • E90X (16) • E90XC (36) • ETS (341) • FDN (342) • FDN-CF4 (347) • SDN (353) XOMT 060204-HQ XOMT 060204T HQ 494 ISCAR