Каталог Iscar дисковые фрезы и фрезерные пластины 2022 - страница 167
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления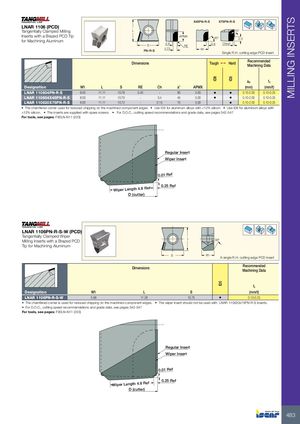
MILLING INSERTS X45PN-R-S X75PN-R-S LNAR 1106 (PCD) Tangentially Clamped Milling L 15° Inserts with a Brazed PCD Tip APMX 45° 2.0 for Machining Aluminum 2.6 0.4 Chxa° S RE 1.75 W1 PN-R-S Single R.H. cutting edge PCD insert Recommended Dimensions Tough 1 Hard Machining Data ID8 ID5 ap fz Designation W1 L S RE Ch a° APMX (mm) (mm/t) LNAR 110604PN-R-S 6.00 11.11 10.76 0.40 - 90 5.00 • • 0.10-2.00 0.10-0.25 LNAR 110604X45PN-R-S 6.00 11.11 10.70 - 0.4 45 5.00 • • 0.10-2.00 0.10-0.25 LNAR 110620X75PN-R-S 6.00 11.11 10.72 - 0.15 75 5.00 • 0.10-2.00 0.10-0.25 • The chamfered corner used for reduced chipping on the machined component edges • Use ID5 for aluminum alloys with <12% silicon • Use ID8 for aluminum alloys with >12% silicon. • The inserts are supplied with spare screws. • For D.O.C., cutting speed recommendations and grade data, see pages 542-547 For tools, see pages: F90LN-N11 (203) Regular Insert Wiper Insert 0.01 Ref 0.25 Ref Ref Wiper Length 4.6 D (cutter) LNAR 1106PN-R-S-W (PCD) Tangentially Clamped Wiper L Milling Inserts with a Brazed PCD 30º Tip for Machining Aluminum S W1 A single R.H. cutting edge PCD insert Recommended Dimensions Machining Data ID5 fz Designation W1 L S (mm/t) LNAR 1106PN-R-S-W 5.98 11.26 10.75 • 0.10-0.25 • The chamfered corner is used for reduced chipping on the machined component edges. • The wiper insert should not be used with LNAR 110620x75PN-R-S inserts. • For D.O.C., cutting speed recommendations and grade data, see pages 542-547 For tools, see pages: F90LN-N11 (203) Regular Insert Wiper Insert 0.01 Ref 0.25 Ref Ref Wiper Length 4.6 D (cutter) 483