Каталог Iscar дисковые фрезы и фрезерные пластины 2022 - страница 158
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления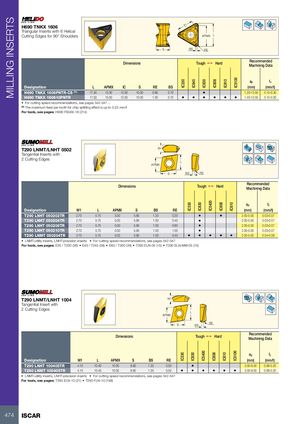
MILLING INSERTS IC H690 TNKX 1606 2 Triangular Inserts with 6 Helical APMX L 1 Cutting Edges for 90° Shoulders 3 S BS RE Recommended Dimensions Tough 1 Hard Machining Data IC5100 ap fz IC330 IC845 IC830 IC808 IC810 Designation L APMX IC S RE BS (mm) (mm/t) H690 TNKX 1606PNTR-CS (1) 17.50 13.50 12.00 10.00 0.80 0.70 • 1.20-13.50 0.15-0.30 H690 TNKX 160610PNTR 17.50 13.50 12.00 10.00 1.00 0.70 • • • • • • 1.40-13.50 0.15-0.30 • For cutting speed recommendations, see pages 542-547 .. (1) The maximum feed per tooth for chip splitting effect is up to 0.22 mm/t For tools, see pages: H690 F90AX-16 (214) W1 T290 LNMT/LNHT 0502 Tangential Inserts with 2 Cutting Edges L APMX S BS RE Recommended Dimensions Tough 1 Hard Machining Data IC5400 ap fz IC330 IC830 IC808 IC810 Designation W1 L APMX S BS RE (mm) (mm/t) T290 LNHT 050202TR 2.70 5.75 5.00 5.85 1.20 0.20 • • 2.00-5.00 0.03-0.07 T290 LNHT 050204TR 2.70 5.75 5.00 5.85 1.00 0.40 • 2.00-5.00 0.03-0.07 T290 LNHT 050208TR 2.70 5.75 5.00 5.85 1.00 0.80 • 2.00-5.00 0.03-0.07 T290 LNHT 050210TR 2.70 5.75 5.00 5.85 1.00 1.00 • 2.00-5.00 0.03-0.07 T290 LNMT 050204TR 2.70 5.75 5.00 5.85 1.00 0.40 • • • • • 2.00-5.00 0.04-0.08 • LNMT-utility inserts. LNHT-precision inserts • For cutting speed recommendations, see pages 542-547 For tools, see pages: E30 / T230 (36) • E45 / T245 (38) • E60 / T260 (39) • T290 ELN-05 (15) • T290 ELN-MM-05 (15) W1 T290 LNMT/LNHT 1004 Tangential Insert with 2 Cutting Edges L APMX RE S BS Recommended Dimensions Tough 1 Hard Machining Data IC5400 IC5100 ap fz IC330 IC830 IC808 IC810 Designation W1 L APMX S BS RE (mm) (mm/t) T290 LNHT 100405TR 4.10 10.40 10.00 8.90 1.30 0.50 • 3.00-9.00 0.08-0.20 T290 LNMT 100405TR 4.10 10.40 10.00 8.90 1.30 0.50 • • • • • • 3.00-9.00 0.08-0.20 • LNMT-utility inserts, LNHT-precision inserts • For cutting speed recommendations, see pages 542-547 For tools, see pages: T290 ELN-10 (21) • T290 FLN-10 (198) 474 ISCAR