Каталог Iscar дисковые фрезы и фрезерные пластины 2022 - страница 154
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления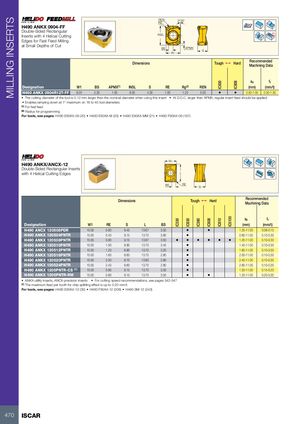
MILLING INSERTS REN 3°30’ RE H490 ANKX 0904-FF Double-Sided Rectangular Rd° INSL Inserts with 4 Helical Cutting Edges for Fast Feed Milling at Small Depths of Cut APMX BS S W1 Recommended Dimensions Tough 1 Hard Machining Data ap fz IC830 IC808 Designation W1 BS APMX(1) INSL S RE Rg(2) REN (mm) (mm/t) H490 ANKX 0904R12T-FF 6.20 2.30 1.00 8.50 4.30 1.00 1.20 5.00 • • 0.50-1.00 0.50-1.50 • The cutting diameter of the tool is 0.12 mm larger than the nominal diameter when using this insert • At D.O.C. larger than APMX, regular insert feed should be applied • Enables ramping down at 1° maximum on 16 to 40 tool diameters (1) For fast feed (2) Radius for programming For tools, see pages: H490 E90AX-09 (20) • H490 E90AX-M (20) • H490 E90AX-MM (21) • H490 F90AX-09 (197) W1 H490 ANKX/ANCX-12 Double-Sided Rectangular Inserts 1 with 4 Helical Cutting Edges L 3 BS RE S Recommended Dimensions Tough 1 Hard Machining Data ap fz IC5100 IC330 IC830 IC380 IC808 IC810 Designation W1 RE S L BS (mm) (mm/t) H490 ANCX 120508PDR 10.00 0.80 9.45 13.67 3.50 • • 1.20-11.00 0.08-0.15 H490 ANKX 120504PNTR 10.00 0.40 9.15 13.70 3.80 • 0.80-11.00 0.10-0.30 H490 ANKX 120508PNTR 10.00 0.80 9.15 13.67 3.50 • • • • • • 1.20-11.00 0.10-0.30 H490 ANKX 120510PNTR 10.00 1.00 8.90 13.70 3.40 • 1.40-11.00 0.10-0.30 H490 ANKX 120512PNTR 10.00 1.20 8.90 13.70 3.20 • 1.60-11.00 0.10-0.30 H490 ANKX 120516PNTR 10.00 1.60 8.60 13.70 2.80 • 2.00-11.00 0.10-0.30 H490 ANKX 120520PNTR 10.00 2.00 8.70 13.60 2.80 • 2.40-11.00 0.10-0.30 H490 ANKX 120524PNTR 10.00 2.40 8.60 13.70 2.80 • 2.80-11.00 0.10-0.30 H490 ANKX 1205PNTR-CS (1) 10.00 0.80 9.15 13.70 3.50 • 1.20-11.00 0.15-0.20 H490 ANKX 1205PNTR-RM 10.00 0.80 9.15 13.70 3.50 • • 1.20-11.00 0.20-0.30 • ANKX-utility inserts, ANCX-precision inserts • For cutting speed recommendations, see pages 542-547 (1) The maximum feed per tooth for chip splitting effect is up to 0.20 mm/t. For tools, see pages: H490 E90AX-12 (30) • H490 F90AX-12 (206) • H490 SM-12 (243) 470 ISCAR