Каталог Iscar дисковые фрезы и фрезерные пластины 2022 - страница 139
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления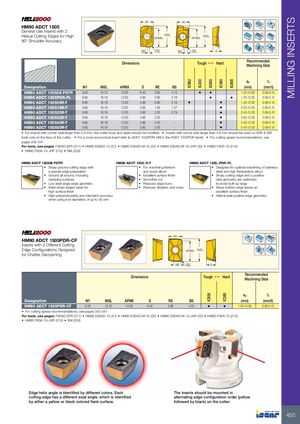
IC882 IC330 IC830IC830 IC380 IC380 IC808 MILLING INSERTS W1 W1 HM90 ADCT 1505 General Use Inserts with 2 Rd° Helical Cutting Edges for High INSLAPMX APMX INSL 90° Shoulder Accuracy BS RE BS RE S Dimensions Tough 1 Hard RecommendedMachining Data ap fz Designation W1 INSL APMX S RE BS (mm) (mm/t) HM90 ADCT 150508 PDTR 9.50 15.70 12.00 6.40 0.80 4.10 • • 1.20-12.00 0.08-0.15 HM90 ADCT 1505PDR-PL 9.65 16.18 12.00 5.85 0.80 2.16 • • 1.20-12.00 0.08-0.12 HM90 ADCT 150508R-T 9.65 16.18 12.00 5.85 0.80 2.16 • • 1.20-12.00 0.08-0.10 HM90 ADCT 150516R-T 9.65 16.18 12.00 5.85 1.60 1.37 • 2.00-12.00 0.08-0.10 HM90 ADCT 150520R-T 9.65 16.18 12.00 5.85 2.00 0.79 • 2.40-12.00 0.08-0.10 HM90 ADCT 150532R-T 9.65 16.18 12.00 5.85 3.20 - • 3.60-12.00 0.08-0.10 HM90 ADCT 150540R-T 9.65 16.18 12.00 5.85 4.00 - • 4.40-12.00 0.08-0.10 HM90 ADCT 150550R-T 9.65 16.18 12.00 5.85 5.00 - • 5.40-12.00 0.08-0.10 • For inserts with corner radii larger than 2.0 mm, the cutter body and seats should be modified • Inserts with corner radii larger than 0.8 mm should be used on ADK & SM tools only on the face of the cutter. • For a more economical insert refer to ADKT 1505PDR-HM in the ADKT 1505PDR family • For cutting speed recommendations, see pages 542-547 For tools, see pages: F90AD-SFR (211) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32) • HM90 F90A-15 (210) • HM90 F90A-15-JHP (210) • SM (250) HM90 ADCT 150508 PDTR HM90 ADCT 1505..R-T HM90 ADCT 1505..PDR-PL • Sharp ground cutting edge with • For machining titanium • Designed for optimal machining of stainless a special edge preparation and super alloys steel and high temperature alloys • Ground all around, including • Excellent surface finish • Sharp cutting edge and a positive clamping surfaces • Smoother cut rake geometry are optimized • Low axial angle edge geometry • Reduces edge burrs to avoid built-up edge • Wide sharp-edged wiper for • Reduces vibration and noise • Wiper bottom edge leaves an high surface finish excellent surface finish • High perpendicularity and mismatch accuracy • Helical axial positive edge geometry when using tool diameters of up to 50 mm W1 Rd° HM90 ADCT 1505PDR-CF Inserts with 2 Different Cutting Edge Configurations Designed APMX lNSL for Chatter Dampening BS RE S Dimensions Tough 1 Hard RecommendedMachining Data ap fz Designation W1 INSL APMX S RE BS (mm) (mm/t) HM90 ADCT 1505PDR-CF 9.30 15.70 14.00 6.40 0.80 4.20 • • 1.20-14.00 0.08-0.15 • For cutting speed recommendations, see pages 542-547 For tools, see pages: F90AD-SFR (211) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32) • HM90 F90A-15 (210) • HM90 F90A-15-JHP (210) • SM (250) Edge helix angle is identified by different colors. Each The inserts should be mounted in cutting edge has a different axial angle, which is identified alternating edge configuration order (yellow by either a yellow or black colored flank surface. followed by black) on the cutter. 455