Каталог Iscar дисковые фрезы и фрезерные пластины 2022 - страница 135
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления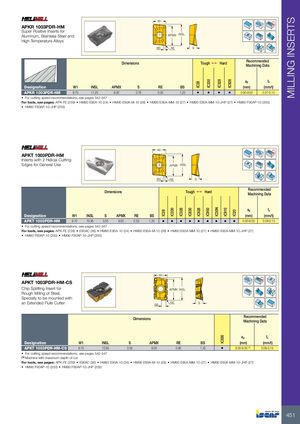
IC28 IC330 IC328 IC830 IC28IC928 IC330IC950 IC328IC30N IC830 IC910 IC928 IC20 MILLING INSERTS W1 Rd° APKR 1003PDR-HM Super Positive Inserts for Aluminum, Stainless Steel and APMX INSL High Temperature Alloys BS RE S Dimensions Tough 1 Hard RecommendedMachining Data ap fz Designation W1 INSL APMX S RE BS (mm) (mm/t) APKR 1003PDR-HM 6.70 11.20 8.00 3.76 0.50 1.20 • • • • 0.90-8.00 0.07-0.15 • For cutting speed recommendations, see pages 542-547 For tools, see pages: APK-FE (239) • HM90 E90A-10 (24) • HM90 E90A-M-10 (28) • HM90 E90A-MM-10 (27) • HM90 E90A-MM-10-JHP (27) • HM90 F90AP-10 (200) • HM90 F90AP-10-JHP (200) W1 Rd° APKT 1003PDR-HM Inserts with 2 Helical Cutting Edges for General Use APMX INSL BS RE S Dimensions Tough 1 Hard RecommendedMachining Data ap fz Designation W1 INSL S APMX RE BS (mm) (mm/t) APKT 1003PDR-HM 6.70 10.95 3.55 8.00 0.50 1.20 • • • • • • • • • 0.90-8.00 0.08-0.15 • For cutting speed recommendations, see pages 542-547 For tools, see pages: APK-FE (239) • E90AC (36) • HM90 E90A-10 (24) • HM90 E90A-M-10 (28) • HM90 E90A-MM-10 (27) • HM90 E90A-MM-10-JHP (27) • HM90 F90AP-10 (200) • HM90 F90AP-10-JHP (200) W1 Rd° APKT 1003PDR-HM-CS Chip Splitting Insert for APMX INSL Rough Milling of Steel, Specially to be mounted with an Extended Flute Cutter REBS S Dimensions RecommendedMachining Data ap fz Designation W1 INSL S APMX RE BS (mm) (mm/t) APKT 1003PDR-HM-CS 6.70 10.95 3.55 8.00 0.80 1.20 • 8.00-8.00 (1) 0.08-0.15 • For cutting speed recommendations, see pages 542-547 (1) Machine with maximum depth of cut For tools, see pages: APK-FE (239) • E90AC (36) • HM90 E90A-10 (24) • HM90 E90A-M-10 (28) • HM90 E90A-MM-10 (27) • HM90 E90A-MM-10-JHP (27) • HM90 F90AP-10 (200) • HM90 F90AP-10-JHP (200) 451