Каталог Guhring резьбонарезной инструмент 2010 - страница 309
Навигация
 Основной каталог Guhring 2011
Основной каталог Guhring 2011 Каталог Guhring резьбонарезной инструмент
Каталог Guhring резьбонарезной инструмент Каталог Guhring сверла
Каталог Guhring сверла Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300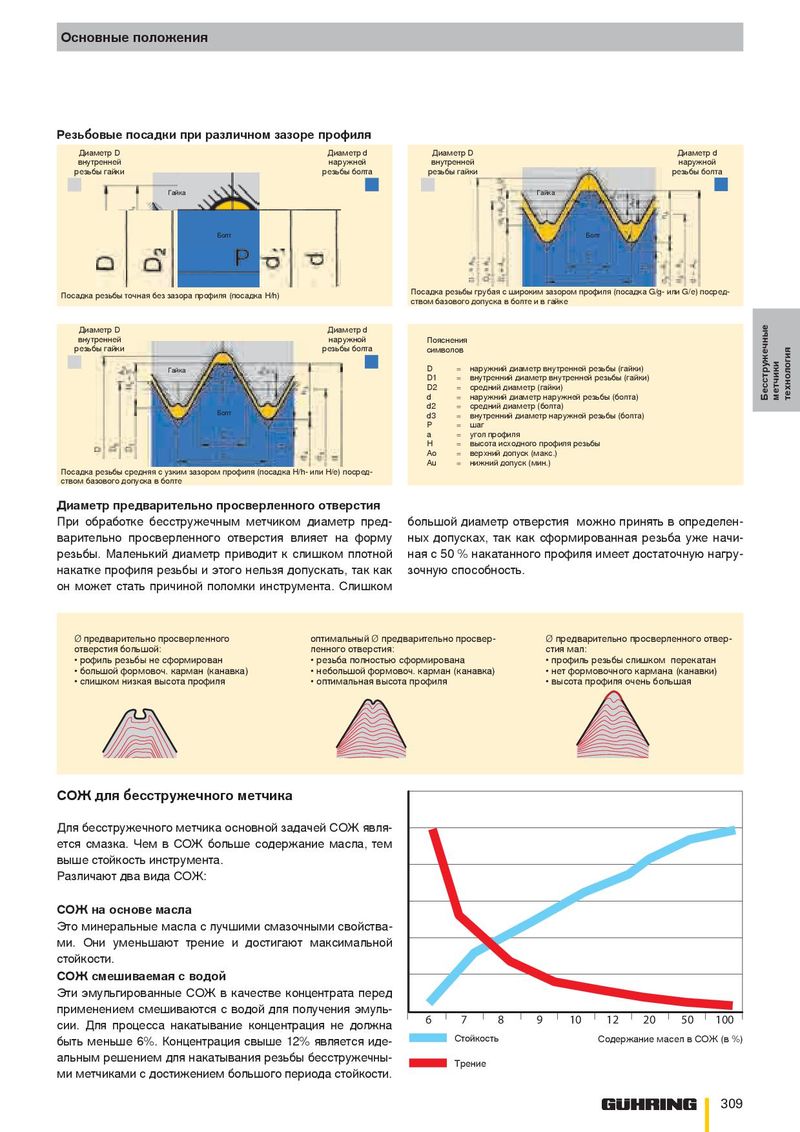
Основные положения Основные положения Основные положения Основные положения Основные геометрические параметры инструмента и резьбо- Основные геометрические параметры инструмента и резьбо- вых соединений вых соединений Резьбовые посадки при различном зазоре профиля Резьбовые посадки при различном зазоре профиля Длина резьбы Длина резьбы Заборный Заборный Диаметр D Диаметр D Диаметр d Диаметр d Диаметр D Диаметр D Диаметр d Диаметр d конус Направляющая Направляющая Диаметр Диаметр Длина Длина конус внутренней внутренней наружней наружней внутренней внутренней наружной наружной часть часть хвостовика хвостовика четырехгранника четырехгранника четырехгранник четырехгранник резьбы гайки резьбы гайки резьбы болта резьбы болта резьбы гайки резьбы гайки резьбы болта резьбы болта без канавок под без канавок под СОЖ СОЖ Гайка Гайка Гайка Гайка канавки под СОЖ канавки под СОЖ Длина Длина резьбы резьбы длина длина с канавками под с канавками под канавок канавок Болт Болт Болт Болт СОЖ СОЖ общая длина общая длина Посадка резьбы точная без зазора профиля (посадка H/h) Посадка резьбы точная без зазора профиля (посадка H/h) Посадка резьбы грубая с широким зазором профиля (посадка G/g- или G/e) посред- Посадка резьбы грубая с широким зазором профиля (посадка G/g- или G/e) посред- ством базового допуска в болте и в гайке ством базового допуска в болте и в гайке Исполнение центров для изготовления (обычно по DIN2197/DIN 2175 ) Исполнение центров для изготовления (обычно по DIN2197/DIN 2175 ) Диаметр D Диаметр D Диаметр d Диаметр d внутренней внутренней наружной наружной Пояснения Пояснения резьбы гайки резьбы гайки резьбы болта резьбы болта символов символов центр на весь диаметр центр на весь диаметр 1 1 4 4 центр на весь диаметр центр на весь диаметр Гайка Гайка D D = = наружний диаметр внутренней резьбы (гайки) наружний диаметр внутренней резьбы (гайки) D1 D1 = = внутренний диаметр внутренней резьбы (гайки) внутренний диаметр внутренней резьбы (гайки) D2 D2 = = средний диаметр (гайки) средний диаметр (гайки) хвостовик хвостовик хвостовик хвостовик d d = = наружний диаметр наружней резьбы (болта) наружний диаметр наружней резьбы (болта) Бесстружечные метчики технология центр меньшего диаметра центр меньшего диаметра 2 2 5 5 центрирующая фаска центрирующая фаска метчика метчика метчика метчика d2 d2 = = средний диаметр (болта) средний диаметр (болта) Болт Болт d3 d3 = = внутренний диаметр наружней резьбы (болта) внутренний диаметр наружней резьбы (болта) P P = = шаг шаг центровое отверстие центровое отверстие центровое отверстие центровое отверстие a a = = угол профиля угол профиля H H = = высота исходного профиля резьбы высота исходного профиля резьбы (форма А или R по DIN 322 (форма А или R по DIN 322 3 3 6 6 (форма А или R по DIN 322 (форма А или R по DIN 322 Ao Ao = = верхний допуск (макс.) верхний допуск (макс.) согл. выбору изготовителя) согл. выбору изготовителя) согл. выбору изготовителя) согл. выбору изготовителя) Au Au = = нижний допуск (мин.) нижний допуск (мин.) Посадка резьбы средняя с узким зазором профиля (посадка H/h- или H/e) посред- Посадка резьбы средняя с узким зазором профиля (посадка H/h- или H/e) посред- ством базового допуска в болте ством базового допуска в болте Диаметр предварительно просверленного отверстия Диаметр предварительно просверленного отверстия Вид центра на рабочей части Вид центра на рабочей части При обработке бесстружечным метчиком диаметр пред- При обработке бесстружечным метчиком диаметр пред- большой диаметр отверстия можно принять в определен- большой диаметр отверстия можно принять в определен- Диапазон диаметров Диапазон диаметров бесстружечного метчика бесстружечного метчика с формой заточки с формой заточки с формой заточки с формой заточки Вид центра на хвостовике Вид центра на хвостовике варительно просверленного отверстия влияет на форму варительно просверленного отверстия влияет на форму ных допусках, так как сформированная резьба уже начи- ных допусках, так как сформированная резьба уже начи- мм мм A, C, D, E A, C, D, E B B резьбы. Маленький диаметр приводит к слишком плотной резьбы. Маленький диаметр приводит к слишком плотной ная с 50 % накатанного профиля имеет достаточную нагру- ная с 50 % накатанного профиля имеет достаточную нагру- ≤ 5,6 ≤ 5,6 накатке профиля резьбы и этого нельзя допускать, так как накатке профиля резьбы и этого нельзя допускать, так как зочную способность. зочную способность. ➀ ➀ ➀ ➀ ➃ ➄ ➅ ➃ ➄ ➅ он может стать причиной поломки инструмента. Слишком он может стать причиной поломки инструмента. Слишком > 5,6 … 12,8 > 5,6 … 12,8 ➀ ➁ ➂ ➀ ➁ ➂ ➀ ➁ ➂ ➀ ➁ ➂ ➃ ➄ ➅ ➃ ➄ ➅ > 12,8 > 12,8 ➂ ➂ ➂ ➂ ➅ ➅ Ø предварительно просверленного Ø предварительно просверленного оптимальный Ø предварительно просвер- оптимальный Ø предварительно просвер- Ø предварительно просверленного отвер- Ø предварительно просверленного отвер- Допуски и посадки для резьбы Допуски и посадки для резьбы отверстия большой: отверстия большой: ленного отверстия: ленного отверстия: стия мал: стия мал: • рофиль резьбы не сформирован • рофиль резьбы не сформирован • резьба полностью сформирована • резьба полностью сформирована • профиль резьбы слишком перекатан • профиль резьбы слишком перекатан • большой формовоч. карман (канавка) • большой формовоч. карман (канавка) • небольшой формовоч. карман (канавка) • небольшой формовоч. карман (канавка) • нет формовочного кармана (канавки) • нет формовочного кармана (канавки) Класс точности средний (N): Класс точности средний (N): • слишком низкая высота профиля • слишком низкая высота профиля • оптимальная высота профиля • оптимальная высота профиля • высота профиля очень большая • высота профиля очень большая Пары внутрненней и наружной резьбы отделяются друг от Пары внутрненней и наружной резьбы отделяются друг от Общее применение Общее применение друга косой чертой, н-р, 6H/6g (гайка/болт). Выбор посад- друга косой чертой, н-р, 6H/6g (гайка/болт). Выбор посад- ки в соответствии с выбранным резьбовым соединением. ки в соответствии с выбранным резьбовым соединением. Поля допусков, установленные в классах точности точный, Поля допусков, установленные в классах точности точный, Класс точности грубый (L): Класс точности грубый (L): средний и грубый, относятся к трем величинам длин свин- средний и грубый, относятся к трем величинам длин свин- Если не предъявляются особые требования к точности и в Если не предъявляются особые требования к точности и в чивание резьбы нормальной (N), короткой (S) и длинной (L). чивание резьбы нормальной (N), короткой (S) и длинной (L). случаях, когда могут возникнуть трудности в производстве, случаях, когда могут возникнуть трудности в производстве, В основном, для выбора класса точности резьбы действуют В основном, для выбора класса точности резьбы действуют н-р, для резьбы в горячекатанных стержнях, при обработке н-р, для резьбы в горячекатанных стержнях, при обработке следующие правила: следующие правила: резьбы в глубоких базовых отверстиях. резьбы в глубоких базовых отверстиях. СОЖ для бесстружечного метчика СОЖ для бесстружечного метчика Класс точности точный (S): Класс точности точный (S): Для бесстружечного метчика основной задачей СОЖ явля- Для бесстружечного метчика основной задачей СОЖ явля- Для точной резьбы, если только допускаются изменения Для точной резьбы, если только допускаются изменения ется смазка. Чем в СОЖ больше содержание масла, тем ется смазка. Чем в СОЖ больше содержание масла, тем в характере посадки. в характере посадки. выше стойкость инструмента. выше стойкость инструмента. Различают два вида СОЖ: Различают два вида СОЖ: Длина свинчивания резьбы Длина свинчивания резьбы Длина свинчивания также оказывает влияние на точность Длина свинчивания также оказывает влияние на точность При нормальной длине свинчивания N необходимо выби- При нормальной длине свинчивания N необходимо выби- СОЖ на основе масла СОЖ на основе масла резьбового соединения. Система допусков ISO была спе- резьбового соединения. Система допусков ISO была спе- рать следующие парные сочетания: рать следующие парные сочетания: Это минеральные масла с лучшими смазочными свойства- Это минеральные масла с лучшими смазочными свойства- циально адаптирована для среднего диаметра резьбы для циально адаптирована для среднего диаметра резьбы для Для увеличения прочности резьбового соединения мы ре- Для увеличения прочности резьбового соединения мы ре- ми. Они уменьшают трение и достигают максимальной ми. Они уменьшают трение и достигают максимальной трех длин свинчивания: трех длин свинчивания: комендуем для короткой длины свинчивания выбирать бо- комендуем для короткой длины свинчивания выбирать бо- стойкости. стойкости. лее узкие парные сочетания. лее узкие парные сочетания. СОЖ смешиваемая с водой СОЖ смешиваемая с водой S S (Short) (Short) = короткая длина свинчивания резьбы = короткая длина свинчивания резьбы Эти эмульгированные СОЖ в качестве концентрата перед Эти эмульгированные СОЖ в качестве концентрата перед N N (Normal) (Normal) = нормальная длина свинчивания резьбы = нормальная длина свинчивания резьбы применением смешиваются с водой для получения эмуль- применением смешиваются с водой для получения эмуль- L L (Long) (Long) = длинная длина свинчивания резьбы = длинная длина свинчивания резьбы 6 7 8 9 6 7 8 9 10 10 12 12 20 20 50 50 100 100 сии. Для процесса накатывание концентрация не должна сии. Для процесса накатывание концентрация не должна быть меньше 6%. Концентрация свыше 12% является иде- быть меньше 6%. Концентрация свыше 12% является иде- Стойкость Стойкость Содержание масел в СОЖ (в %) Содержание масел в СОЖ (в %) альным решением для накатывания резьбы бесстружечны- альным решением для накатывания резьбы бесстружечны- Трение Трение ми метчиками с достижением большого периода стойкости. ми метчиками с достижением большого периода стойкости. 309