Каталог Guhring резьбонарезной инструмент 2010 - страница 310
Навигация
 Основной каталог Guhring 2011
Основной каталог Guhring 2011 Каталог Guhring резьбонарезной инструмент
Каталог Guhring резьбонарезной инструмент Каталог Guhring сверла
Каталог Guhring сверла Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300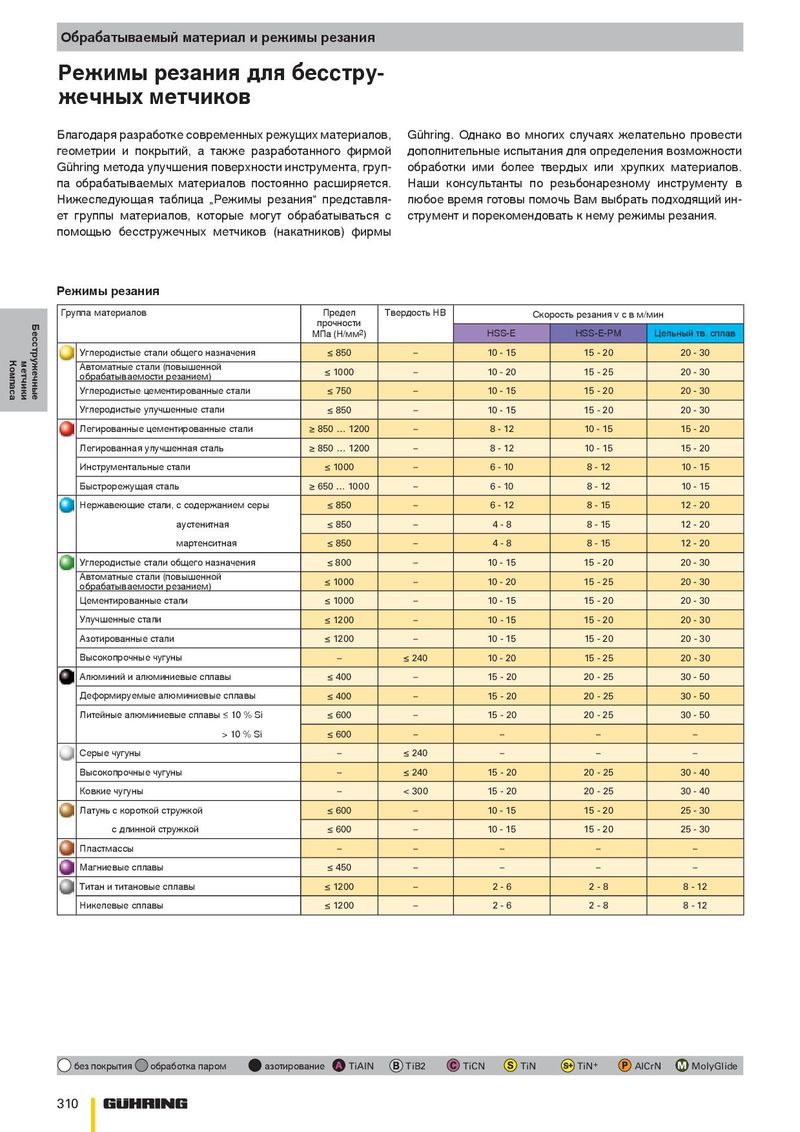
Обрабатываемый материал и режимы резания Обрабатываемый материал и режимы резания Метчики бесстружечные без канавок для СОЖ Метчики бесстружечные без канавок для СОЖ Режимы резания для бесстру- Режимы резания для бесстру- Сквозное и глухое отверстие Сквозное и глухое отверстие ≤ 1 x D ≤ 1 x D жечных метчиков жечных метчиков > 1 x D > 1 x D Глухое отверстие Глухое отверстие Благодаря разработке современных режущих материалов, Благодаря разработке современных режущих материалов, Gühring. Однако во многих случаях желательно провести Gühring. Однако во многих случаях желательно провести Режущий материал Режущий материал HSS-E HSS-E HSS-E-PM HSS-E-PM Цельный тв. сплав Цельный тв. сплав геометрии и покрытий, а также разработанного фирмой геометрии и покрытий, а также разработанного фирмой дополнительные испытания для определения возможности дополнительные испытания для определения возможности Тип/форма Тип/форма N/C N/C N/C N/C N/C N/C N/C N/C N/C N/C Gühring метода улучшения поверхности инструмента, груп- Gühring метода улучшения поверхности инструмента, груп- обработки ими более твердых или хрупких материалов. обработки ими более твердых или хрупких материалов. Покрытие Покрытие па обрабатываемых материалов постоянно расширяется. па обрабатываемых материалов постоянно расширяется. Наши консультанты по резьбонарезному инструменту в Наши консультанты по резьбонарезному инструменту в Подвод СОЖ Подвод СОЖ Нижеследующая таблица „Режимы резания“ представля- Нижеследующая таблица „Режимы резания“ представля- любое время готовы помочь Вам выбрать подходящий ин- любое время готовы помочь Вам выбрать подходящий ин- предпочтительный ет группы материалов, которые могут обрабатываться с ет группы материалов, которые могут обрабатываться с струмент и порекомендовать к нему режимы резания. струмент и порекомендовать к нему режимы резания. Обрабатываемый Обрабатываемый Режимы обработки Режимы обработки выбор помощью бесстружечных метчиков (накатников) фирмы помощью бесстружечных метчиков (накатников) фирмы материал материал см. таблицу "Режимы резания" см. таблицу "Режимы резания" Выбранные, деформируемые Выбранные, деформируемые материалы см.таблицу материалы см.таблицу "Режимы резания" "Режимы резания" Режимы резания Режимы резания Исполнение хвостовиков Исполнение хвостовиков Группа материалов Группа материалов Предел Предел Твердость НВ Твердость НВ Скорость резания v c в м/мин Скорость резания v c в м/мин ~DIN 371 ~DIN 371 Бесстружечные прочности прочности MПа (Н/мм MПа (Н/мм 2 2 ) ) HSS-E HSS-E HSS-E-PM HSS-E-PM Цельный тв. сплав Цельный тв. сплав d d 1 1 2 … 2,6 мм 2 … 2,6 мм Углеродистые стали общего назначения Углеродистые стали общего назначения ≤ 850 ≤ 850 – – 10 - 15 10 - 15 15 - 20 15 - 20 20 - 30 20 - 30 Компаса метчики Вид резьбы Вид резьбы Точность Точность Размеры Размеры Артикул № Артикул № Автоматные стали (повышенной Автоматные стали (повышенной по по ≤ 1000 – 10 - 20 15 - 25 20 - 30 Диапазон диаметров Диапазон диаметров ≤ 1000 – 10 - 20 15 - 25 20 - 30 d d обрабатываемости резанием) обрабатываемости резанием) 1 1 3 … 10 мм 3 … 10 мм Программа на стр. Программа на стр. Углеродистые цементированные стали Углеродистые цементированные стали ≤ 750 ≤ 750 – – 10 - 15 10 - 15 15 - 20 15 - 20 20 - 30 20 - 30 ~DIN 376 / ~DIN 374 / DIN 2189 ~DIN 376 / ~DIN 374 / DIN 2189 М М 6HX 6HX DIN 2174 DIN 2174 921 921 1339 1339 1255 1255 1347 1347 2518 2518 ~ DIN ~ DIN M2 M2 M2 M2 M2 M2 M2 M2 M5 M5 Углеродистые улучшенные стали Углеродистые улучшенные стали ≤ 850 ≤ 850 – – 10 - 15 10 - 15 15 - 20 15 - 20 20 - 30 20 - 30 371 371 – – – – – – – – – – M10 M10 M10 M10 M10 M10 M10 M10 M10 M10 Легированные цементированные стали Легированные цементированные стали ≥ 850 … 1200 ≥ 850 … 1200 – – 8 - 12 8 - 12 10 - 15 10 - 15 15 - 20 15 - 20 314 314 314 314 314 314 314 314 315 315 Фирма Gühring производит их Фирма Gühring производит их 6GX 6GX 920 920 1340 1340 903 903 1565 1565 Легированная улучшенная сталь Легированная улучшенная сталь ≥ 850 … 1200 ≥ 850 … 1200 – – 8 - 12 8 - 12 10 - 15 10 - 15 15 - 20 15 - 20 исключительно в качестве базового исключительно в качестве базового M2 M2 M2 M2 M2 M2 M2 M2 инструмента для дальнейшего инструмента для дальнейшего – – – – – – – – Инструментальные стали Инструментальные стали ≤ 1000 ≤ 1000 – – 6 - 10 6 - 10 8 - 12 8 - 12 10 - 15 10 - 15 M10 покрытия согласно пожеланиям покрытия согласно пожеланиям M10 M10 M10 M10 M10 M10 M10 321 321 321 321 321 321 321 321 Быстрорежущая сталь Быстрорежущая сталь ≥ 650 … 1000 ≥ 650 … 1000 – – 6 - 10 6 - 10 8 - 12 8 - 12 10 - 15 10 - 15 заказчика. заказчика. 6HX 6HX DIN 2174 DIN 2174 925 925 1341 1341 1256 1256 1566 1566 Нержавеющие стали, с содержанием серы Нержавеющие стали, с содержанием серы ≤ 850 ≤ 850 – – 6 - 12 6 - 12 8 - 15 8 - 15 12 - 20 12 - 20 ~ DIN ~ DIN M12 M12 M12 M12 M12 M12 M12 M12 376 376 – – – – – – – – аустенитная аустенитная ≤ 850 ≤ 850 – – 4 - 8 4 - 8 8 - 15 8 - 15 12 - 20 M20 12 - 20 M20 M20 M20 M20 M20 M20 M20 Инструмент с осевым каналом Инструмент с осевым каналом 325 325 325 325 325 325 325 325 мартенситная мартенситная ≤ 850 ≤ 850 – – 4 - 8 4 - 8 8 - 15 8 - 15 12 - 20 12 - 20 под СОЖ предназначен для внтурен- под СОЖ предназначен для внтурен- 6GX 6GX 924 924 1342 1342 952 952 1567 1567 него подвода в основном для обра- него подвода в основном для обра- M12 M12 M12 M12 M12 M12 M12 M12 Углеродистые стали общего назначения Углеродистые стали общего назначения ≤ 800 ≤ 800 – – 10 - 15 10 - 15 15 - 20 15 - 20 20 - 30 20 - 30 ботки глухих отверстий. Для сквозных ботки глухих отверстий. Для сквозных – – – – – – – – отверстий необходимо применять отверстий необходимо применять M20 M20 M20 M20 M20 M20 M20 M20 Автоматные стали (повышенной Автоматные стали (повышенной ≤ 1000 ≤ 1000 – – 10 - 20 10 - 20 15 - 25 15 - 25 20 - 30 20 - 30 331 331 331 331 обрабатываемости резанием) обрабатываемости резанием) наружный подвод СОЖ. наружный подвод СОЖ. 331 331 331 331 MF MF 6HX 6HX DIN 2174 DIN 2174 1279 Цементированные стали Цементированные стали 1279 1343 1343 1257 1257 1568 1568 ≤ 1000 ≤ 1000 – – 10 - 15 10 - 15 15 - 20 15 - 20 20 - 30 20 - 30 ~ DIN ~ DIN M8 x 1 M8 x 1 M8 x 1 M8 x 1 M8 x 1 M8 x 1 M8 x 1 M8 x 1 371 371 – – – – – – – – Улучшенные стали Улучшенные стали ≤ 1200 ≤ 1200 – – 10 - 15 10 - 15 15 - 20 15 - 20 20 - 30 20 - 30 M10 x 1 M10 x 1 M10 x 1 M10 x 1 M10 x 1,25 M10 x 1,25 M10 x 1 M10 x 1 335 335 335 335 335 335 335 335 Азотированные стали Азотированные стали ≤ 1200 ≤ 1200 – – 10 - 15 10 - 15 15 - 20 15 - 20 20 - 30 20 - 30 6GX 6GX 1280 1280 1344 1344 1740 1740 1569 1569 Высокопрочные чугуны Высокопрочные чугуны – – ≤ 240 ≤ 240 10 - 20 10 - 20 15 - 25 15 - 25 20 - 30 20 - 30 M8 x 1 M8 x 1 M8 x 1 M8 x 1 M8 x 1 M8 x 1 M8 x 1 M8 x 1 – – – – – – – – Алюминий и алюминиевые сплавы Алюминий и алюминиевые сплавы ≤ 400 ≤ 400 – – 15 - 20 15 - 20 20 - 25 20 - 25 30 - 50 30 - 50 M10 x 1 M10 x 1 M10 x 1 M10 x 1 M10 x 1,25 M10 x 1,25 M10 x 1 M10 x 1 340 340 340 340 340 340 340 340 Деформируемые алюминиевые сплавы Деформируемые алюминиевые сплавы ≤ 400 ≤ 400 – – 15 - 20 15 - 20 20 - 25 20 - 25 30 - 50 30 - 50 6HX 6HX DIN 2174 DIN 2174 929 929 1345 1345 1258 1258 ~ DIN ~ DIN M8 x 1 M8 x 1 M12 x 1 M12 x 1 M12 x 1 M12 x 1 Литейные алюминиевые сплавы ≤ 10 % Si Литейные алюминиевые сплавы ≤ 10 % Si ≤ 600 ≤ 600 – – 15 - 20 15 - 20 20 - 25 20 - 25 30 - 50 30 - 50 374 374 – – – – – – M24 x 1,5 M24 x 1,5 M24 x 1,5 M24 x 1,5 M24 x 2 M24 x 2 > 10 % Si > 10 % Si ≤ 600 ≤ 600 – – – – – – – – 343 343 343 343 343 343 Серые чугуны Серые чугуны – – ≤ 240 ≤ 240 – – – – – – 6GX 6GX 928 928 1346 1346 1580 1580 M8 x 1 M8 x 1 M12 x 1 M12 x 1 M12 x 1 M12 x 1 – – – – – – Высокопрочные чугуны Высокопрочные чугуны – – ≤ 240 ≤ 240 15 - 20 15 - 20 20 - 25 20 - 25 30 - 40 30 - 40 M24 x 1,5 M24 x 1,5 M24 x 1,5 M24 x 1,5 M24 x 1,5 M24 x 1,5 349 349 349 349 349 349 Ковкие чугуны Ковкие чугуны – – < 300 < 300 15 - 20 15 - 20 20 - 25 20 - 25 30 - 40 30 - 40 UNC UNC 2BX 2BX DIN 2184-1 DIN 2184-1 2273 2273 Латунь с короткой стружкой Латунь с короткой стружкой ≤ 600 ≤ 600 – – 10 - 15 10 - 15 15 - 20 15 - 20 25 - 30 25 - 30 ~ DIN ~ DIN Nr.10-24 Nr.10-24 371 371 – – 3 с длинной стружкой с длинной стружкой ≤ 600 ≤ 600 – – 10 - 15 10 - 15 15 - 20 15 - 20 25 - 30 25 - 30 3 / / 8 8 “ - 16 “ - 16 352 352 Пластмассы Пластмассы – – – – – – – – – – 2BX 2BX DIN 2184-1 DIN 2184-1 2274 2274 ~ DIN ~ DIN 7 7 / / 16 16 “-14 “-14 Магниевые сплавы Магниевые сплавы ≤ 450 ≤ 450 – – – – – – – – 376 376 – – 7 7 / / 8 8 “ - 9 “ - 9 Титан и титановые сплавы Титан и титановые сплавы ≤ 1200 ≤ 1200 – – 2 - 6 2 - 6 2 - 8 2 - 8 8 - 12 8 - 12 354 354 Никелевые сплавы Никелевые сплавы ≤ 1200 ≤ 1200 – – 2 - 6 2 - 6 2 - 8 2 - 8 8 - 12 8 - 12 UNF UNF 2BX 2BX DIN 2184-1 DIN 2184-1 1283 1283 ~ DIN ~ DIN Nr.10-32 Nr.10-32 371 371 – – 3 3 / / 8 8 “ - 24 “ - 24 356 356 2BX 2BX DIN 2184-1 DIN 2184-1 2275 2275 ~ DIN ~ DIN Nr.10-32 Nr.10-32 374 374 – – 1“-12 1“-12 358 358 G G – – DIN 2184-1 DIN 2184-1 966 966 трубная трубная DIN DIN G G 1 1 / / 16 16 “ “ резьба резьба 2189 2189 – – G1 G1 1 1 / / 4 4 “ “ 360 360 без покрытия обработка паром азотирование TiAlN TiB2 TiCN TiN TiN + AlCrN MolyGlide 310