Каталог Guhring инструментальная оснастка GM 300 - страница 217
Навигация
 Каталог Guhring инструментальная оснастка
Каталог Guhring инструментальная оснастка Основной каталог Guhring 2011
Основной каталог Guhring 2011 Каталог Guhring специализированные сверла для труднообрабатываемых материалов RF 100 HF
Каталог Guhring специализированные сверла для труднообрабатываемых материалов RF 100 HF Каталог Guhring техническая документация
Каталог Guhring техническая документация Каталог Guhring сверла со сменными пластинами
Каталог Guhring сверла со сменными пластинами Каталог Guhring инструмент PKD CBN
Каталог Guhring инструмент PKD CBN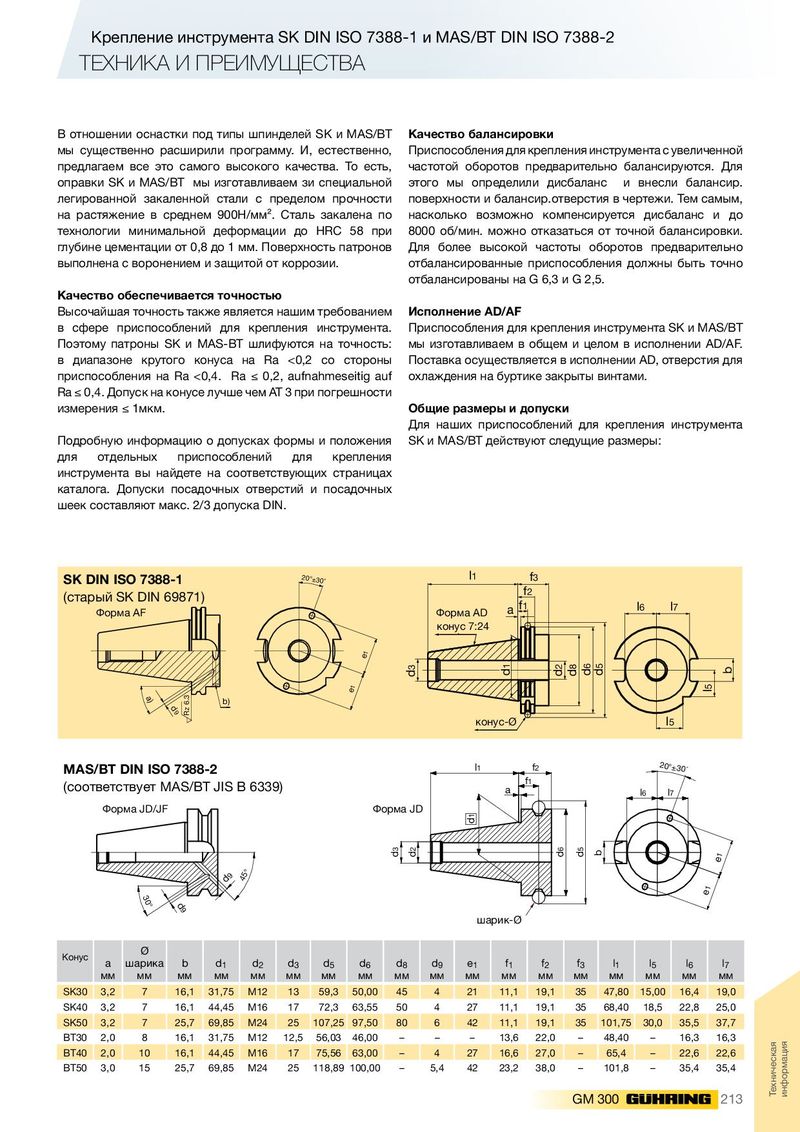
Крепление инструмента SK DIN ISO 7388-1 и MAS/BT DIN ISO 7388-2 ТЕХНИКА И ПРЕИМУЩЕСТВА В отношении оснастки под типы шпинделей SK и MAS/BT Качество балансировки мы существенно расширили программу. И, естественно, Приспособления для крепления инструмента с увеличенной предлагаем все это самого высокого качества. То есть, частотой оборотов предварительно балансируются. Для оправки SK и MAS/BT мы изготавливаем зи специальной этого мы определили дисбаланс и внесли балансир. легированной закаленной стали с пределом прочности поверхности и балансир.отверстия в чертежи. Тем самым, на растяжение в среднем 900Н/мм². Сталь закалена по насколько возможно компенсируется дисбаланс и до технологии минимальной деформации до HRC 58 при 8000 об/мин. можно отказаться от точной балансировки. глубине цементации от 0,8 до 1 мм. Поверхность патронов Для более высокой частоты оборотов предварительно выполнена с воронением и защитой от коррозии. отбалансированные приспособления должны быть точно отбалансированы на G 6,3 и G 2,5. Качество обеспечивается точностью Высочайшая точность также является нашим требованием Исполнение AD/AF в сфере приспособлений для крепления инструмента. Приспособления для крепления инструмента SK и MAS/BT Поэтому патроны SK и MAS-BT шлифуются на точность: мы изготавливаем в общем и целом в исполнении AD/AF. в диапазоне крутого конуса на Ra <0,2 со стороны Поставка осуществляется в исполнении AD, отверстия для приспособления на Ra <0,4. Ra ≤ 0,2, aufnahmeseitig auf охлаждения на буртике закрыты винтами. Ra ≤ 0,4. Допуск на конусе лучше чем АТ 3 при погрешности измерения ≤ 1мкм. Общие размеры и допуски Для наших приспособлений для крепления инструмента Подробную информацию о допусках формы и положения SK и MAS/BT действуют следущие размеры: для отдельных приспособлений для крепления инструмента вы найдете на соответствующих страницах каталога. Допуски посадочных отверстий и посадочных шеек составляют макс. 2/3 допуска DIN. 20°±30’ l1 SK DIN ISO 7388-1 f3 f2 (старый SK DIN 69871) f1 Форма AF Форма AD a l6 l7 конус 7:24 e1 d3 d1 d2 d8 d6 d5 b e1 l5 a) b) d9 Rz 6.3 конус-Ø l5 l1 f2 20°±30´ MAS/BT DIN ISO 7388-2 l1 f2 20°±30´ f1 f1 a (соответствует MAS/BT JIS B 6339) l6 l7 a l6 l7 Форма JD/JF Форма JD d1 d1 d3 d2 d6 d5 b d3 d2 d6 d5 b e1 e1 d9 45° d9 45° e1 30° e1 30° d9 d9 шарик-Ø Ø Конус a шарика b d 1 d 2 d 3 d 5 d 6 d 8 d 9 e 1 f 1 f 2 f 3 l 1 l 5 l 6 l 7 мм мм мм мм мм мм мм мм мм мм мм мм мм мм мм мм мм мм SK30 3,2 7 16,1 31,75 M12 13 59,3 50,00 45 4 21 11,1 19,1 35 47,80 15,00 16,4 19,0 SK40 3,2 7 16,1 44,45 M16 17 72,3 63,55 50 4 27 11,1 19,1 35 68,40 18,5 22,8 25,0 SK50 3,2 7 25,7 69,85 M24 25 107,25 97,50 80 6 42 11,1 19,1 35 101,75 30,0 35,5 37,7 BT30 2,0 8 16,1 31,75 M12 12,5 56,03 46,00 – – – 13,6 22,0 – 48,40 – 16,3 16,3 BT40 2,0 10 16,1 44,45 M16 17 75,56 63,00 – 4 27 16,6 27,0 – 65,4 – 22,6 22,6 BT50 3,0 15 25,7 69,85 M24 25 118,89 100,00 – 5,4 42 23,2 38,0 – 101,8 – 35,4 35,4 Техническая информация GM 300 213