Каталог Guhring фрезерный инструмент - страница 358
Навигация
 Каталог Guhring программы быстрорежущего инструмента PowerLine
Каталог Guhring программы быстрорежущего инструмента PowerLine Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 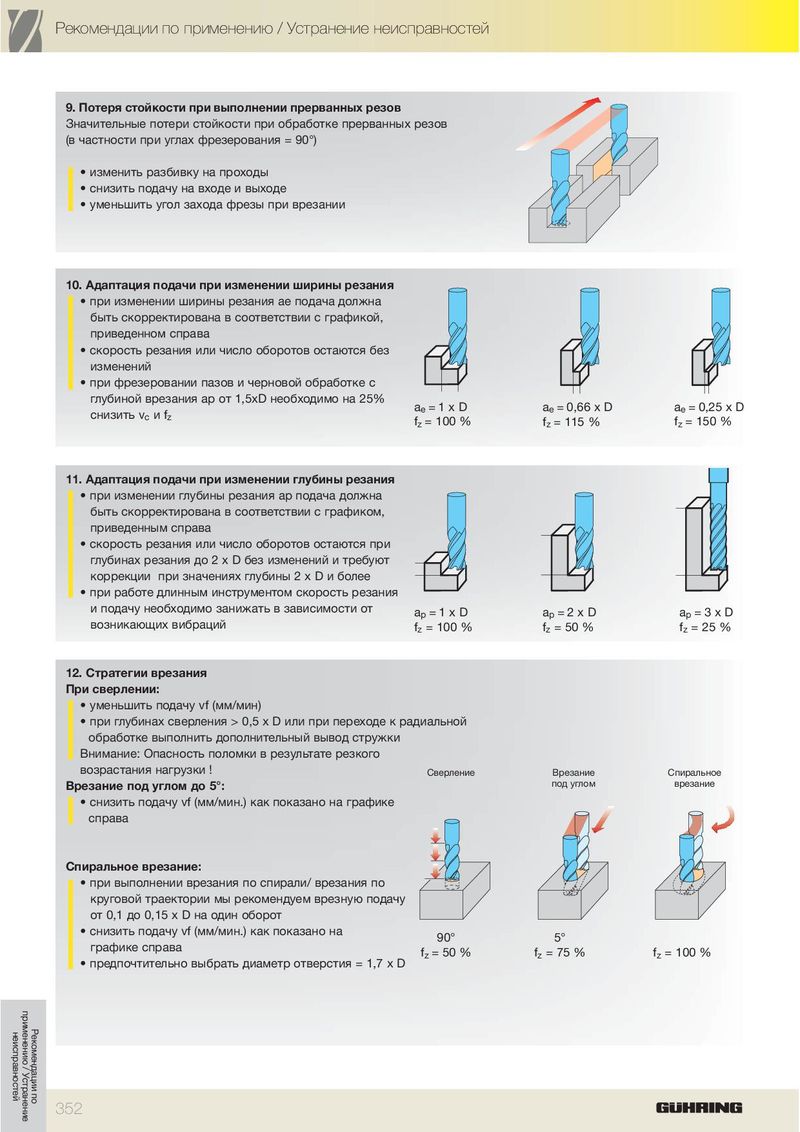
Рекомендации по применению / Устранение неисправностей 9. Потеря стойкости при выполнении прерванных резов Значительные потери стойкости при обработке прерванных резов (в частности при углах фрезерования = 90°) • изменить разбивку на проходы • cнизить подачу на входе и выходе • уменьшить угол захода фрезы при врезании 10. Адаптация подачи при изменении ширины резания • при изменении ширины резания ae подача должна быть скорректирована в соответствии с графикой, приведенном справа • cкорость резания или число оборотов остаются без изменений • при фрезеровании пазов и черновой обработке с глубиной врезания ap от 1,5xD необходимо на 25% a e = 1 x D a e = 0,66 x D a e = 0,25 x D снизить v c и f z f z = 100 % f z = 115 % f z = 150 % 11. Адаптация подачи при изменении глубины резания • при изменении глубины резания ap подача должна быть скорректирована в соответствии с графиком, приведенным справа • cкорость резания или число оборотов остаются при глубинах резания до 2 x D без изменений и требуют коррекции при значениях глубины 2 x D и более • при работе длинным инструментом скорость резания и подачу необходимо занижать в зависимости от a p = 1 x D a p = 2 x D a p = 3 x D возникающих вибраций f z = 100 % f z = 50 % f z = 25 % 12. Стратегии врезания При сверлении: • уменьшить подачу vf (мм/мин) • при глубинах сверления > 0,5 x D или при переходе к радиальной обработке выполнить дополнительный вывод стружки Внимание: Опасность поломки в результате резкого возрастания нагрузки ! Сверление Врезание Спиральное Врезание под углом до 5°: под углом врезание • cнизить подачу vf (мм/мин.) как показано на графике справа Спиральное врезание: • при выполнении врезания по спирали/ врезания по круговой траектории мы рекомендуем врезную подачу от 0,1 до 0,15 x D на один оборот • cнизить подачу vf (мм/мин.) как показано на 90° 5° графике справа f z = 50 % f z = 75 % f z = 100 % • предпочтительно выбрать диаметр отверстия = 1,7 x D применению / Устранение неисправностей Рекомендации по 352