Каталог Guhring фрезерный инструмент - страница 359
Навигация
 Каталог Guhring программы быстрорежущего инструмента PowerLine
Каталог Guhring программы быстрорежущего инструмента PowerLine Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 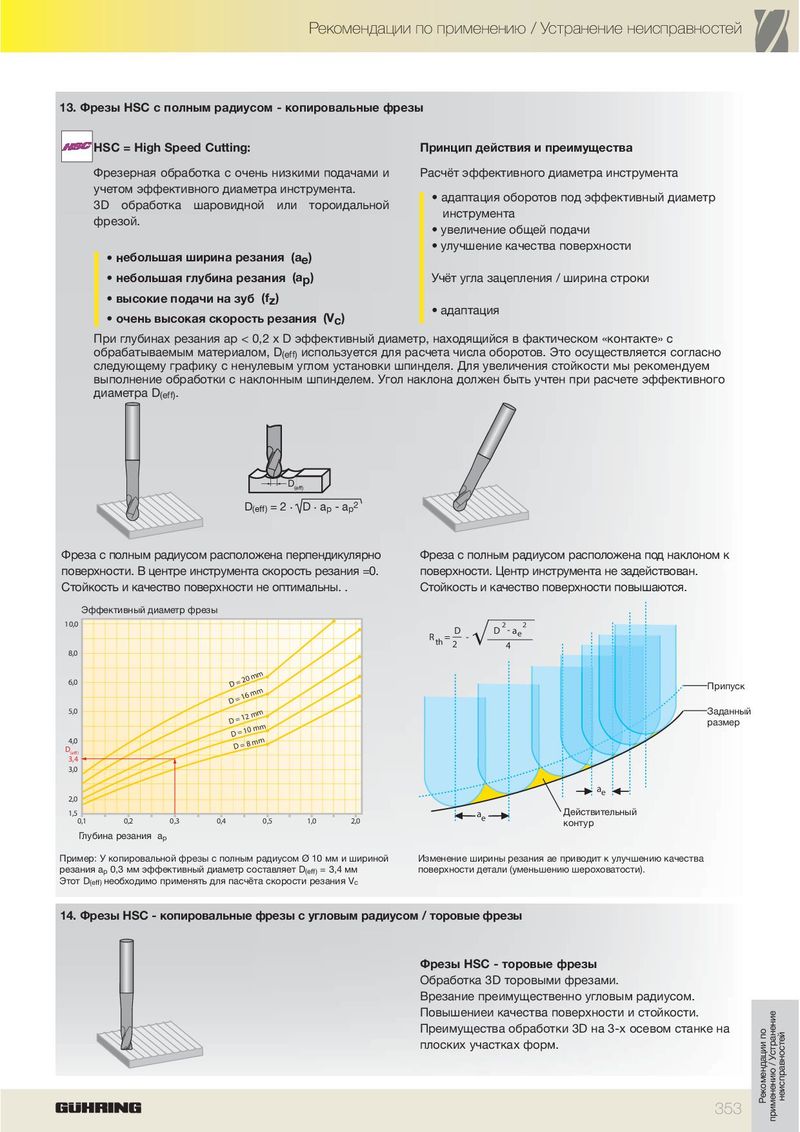
Рекомендации по применению / Устранение неисправностей 13. Фрезы HSC с полным радиусом - копировальные фрезы HSC = High Speed Cutting: Принцип действия и преимущества Фрезерная обработка с очень низкими подачами и Расчёт эффективного диаметра инструмента учетом эффективного диаметра инструмента. • aдаптация оборотов под эффективный диаметр 3D обработка шаровидной или тороидальной инструмента фрезой. • увеличение общей подачи • улучшение качества поверхности • н ебольшая ширина резания (a e ) • небольшая глубина резания (a p ) Учёт угла зацепления / ширина строки • высокие подачи на зуб (f z ) • aдаптация • очень высокая скорость резания (V c ) При глубинах резания ap < 0,2 x D эффективный диаметр, находящийся в фактическом «контакте» с обрабатываемым материалом, D (eff) используется для расчета числа оборотов. Это осуществляется согласно следующему графику с ненулевым углом установки шпинделя. Для увеличения стойкости мы рекомендуем выполнение обработки с наклонным шпинделем. Угол наклона должен быть учтен при расчете эффективного диаметра D (eff) . D (eff) D (eff) = 2 . D . a p - a p 2 Фреза с полным радиусом расположена перпендикулярно Фреза с полным радиусом расположена под наклоном к поверхности. В центре инструмента скорость резания =0. поверхности. Центр инструмента не задействован. Стойкость и качество поверхности не оптимальны. . Стойкость и качество поверхности повышаются. Эффективный диаметр фрезы 10,0 — 2 2 D D a - R = - — e th 2 √ — 4 8,0 6,0 D = 20 mm Припуск D = 16 mm 5,0 Заданный D = 12 mm размер D = 10 mm 4,0 D D = 8 mm (eff ) 3,4 3,0 a e 2,0 1,5 a Действительный 0,1 0,2 0,3 0,4 0,5 1,0 2,0 e контур Глубина резания a p Пример: У копировальной фрезы с полным радиусом Ø 10 мм и шириной Изменение ширины резания ae приводит к улучшению качества резания a p 0,3 мм эффективный диаметр составляет D (eff) = 3,4 мм поверхности детали (уменьшению шероховатости). Этот D (eff) необходимо применять для пасчёта скорости резания V c 14. Фрезы HSC - копировальные фрезы с угловым радиусом / торовые фрезы Фрезы HSC - торовые фрезы Обработка 3D торовыми фрезами. Врезание преимущественно угловым радиусом. Повышениеи качества поверхности и стойкости. Преимущества обработки 3D на 3-х осевом станке на плоских участках форм. Рекомендации по неисправностей 353 применению / Устранение