Каталог Guhring фрезерный инструмент - страница 357
Навигация
 Каталог Guhring программы быстрорежущего инструмента PowerLine
Каталог Guhring программы быстрорежущего инструмента PowerLine Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 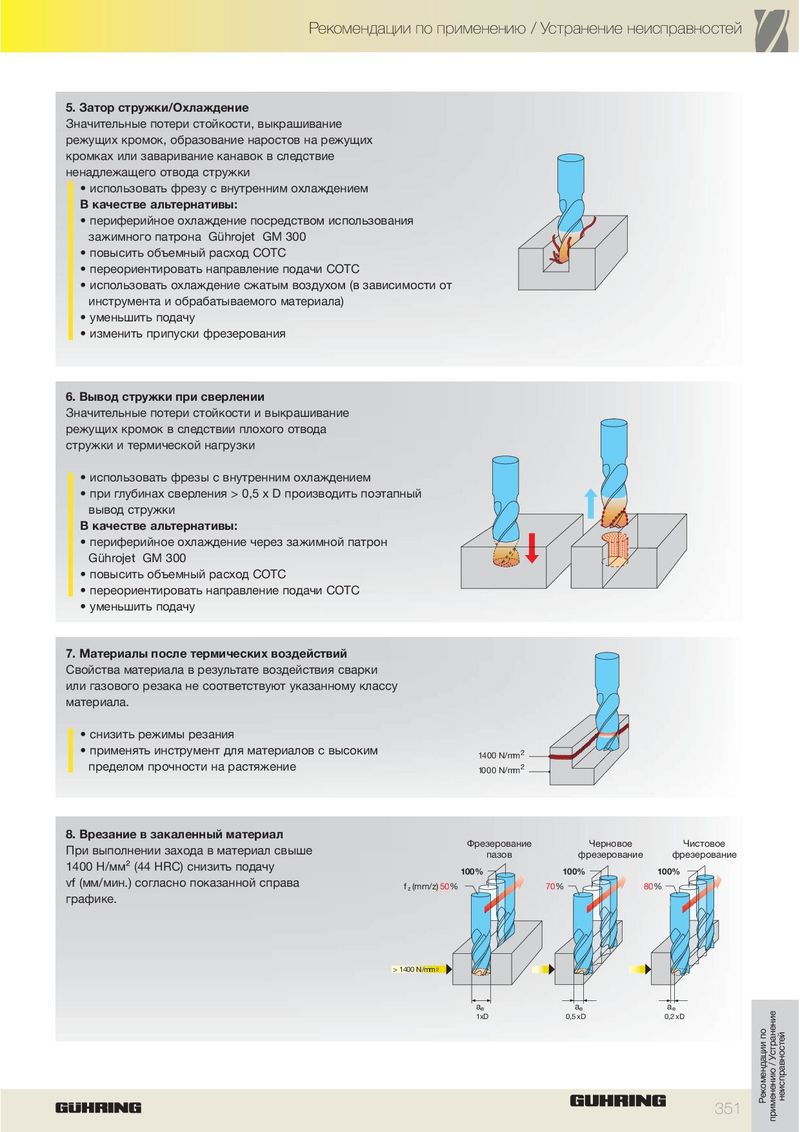
Рекомендации по применению / Устранение неисправностей 5. Затор стружки/Охлаждение Значительные потери стойкости, выкрашивание режущих кромок, образование наростов на режущих кромках или заваривание канавок в следствие ненадлежащего отвода стружки • использовать фрезу с внутренним охлаждением В качестве альтернативы: • периферийное охлаждение посредством использования зажимного патрона Gührojet GM 300 • повысить объемный расход СОТС • переориентировать направление подачи СОТС • использовать охлаждение сжатым воздухом (в зависимости от инструмента и обрабатываемого материала) • уменьшить подачу • изменить припуски фрезерования 6. Вывод стружки при сверлении Значительные потери стойкости и выкрашивание режущих кромок в следствии плохого отвода стружки и термической нагрузки • использовать фрезы с внутренним охлаждением • при глубинах сверления > 0,5 x D производить поэтапный вывод стружки В качестве альтернативы: • периферийное охлаждение через зажимной патрон Gührojet GM 300 • повысить объемный расход СОТС • переориентировать направление подачи СОТС • уменьшить подачу 7. Материалы после термических воздействий Свойства материала в результате воздействия сварки или газового резака не соответствуют указанному классу материала. • cнизить режимы резания • применять инструмент для материалов с высоким 1400 N/mm 2 пределом прочности на растяжение 1000 N/mm 2 8. Врезание в закаленный материал Фрезерование Черновое Чистовое При выполнении захода в материал свыше пазов фрезерование фрезерование 1400 H/мм² (44 HRC) снизить подачу 100% 100% 100% vf (мм/мин.) согласно показанной справа f z (mm/z) 50% 70% 80% графике. > 1400 N/mm 2 a e a e a e 1xD 0,5xD 0,2xD Рекомендации по неисправностей 351 применению / Устранение