Каталог Guhring фрезерный инструмент - страница 192
Навигация
 Каталог Guhring программы быстрорежущего инструмента PowerLine
Каталог Guhring программы быстрорежущего инструмента PowerLine Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 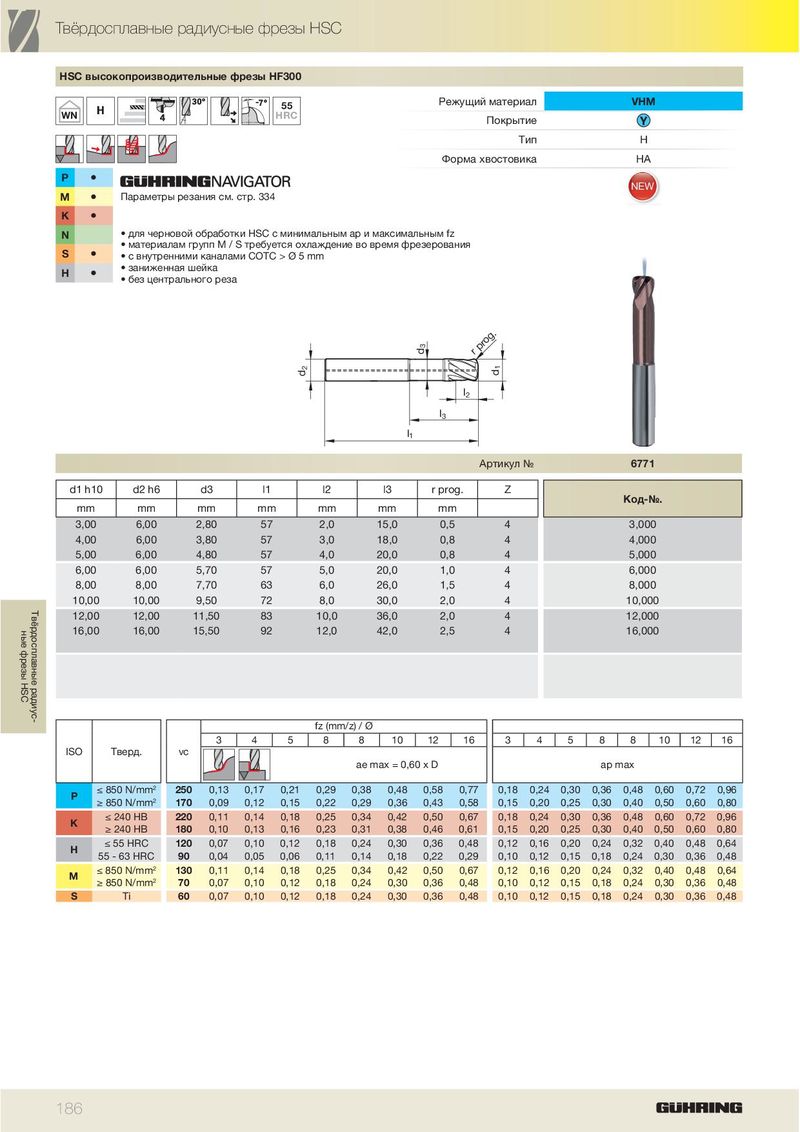
Tвёрдосплавные радиусные фрезы HSC HSC высокопроизводительные фрезы HF300 Режущий материал VHM 55 WN HRC Покрытие Тип H Форма хвостовика HA P ä NEW M ä Параметры резания см. стр. 334 K ä N • для черновой обработки HSC с минимальным ap и максимальным fz • материалам групп M / S требуется охлаждение во время фрезерования S ä • c внутренними каналами СОТС > Ø 5 mm • заниженная шейка H ä • без центрального реза 3 d r prog. 2 1 d d l 2 l 3 l 1 Артикул № 6771 d1 h10 d2 h6 d3 l1 l2 l3 r prog. Z Код-№. mm mm mm mm mm mm mm 3,00 6,00 2,80 57 2,0 15,0 0,5 4 3,000 4,00 6,00 3,80 57 3,0 18,0 0,8 4 4,000 5,00 6,00 4,80 57 4,0 20,0 0,8 4 5,000 6,00 6,00 5,70 57 5,0 20,0 1,0 4 6,000 8,00 8,00 7,70 63 6,0 26,0 1,5 4 8,000 10,00 10,00 9,50 72 8,0 30,0 2,0 4 10,000 Tвёрдосплавные радиус- 12,00 12,00 11,50 83 10,0 36,0 2,0 4 12,000 ные фрезы HSC 16,00 16,00 15,50 92 12,0 42,0 2,5 4 16,000 fz (mm/z) / Ø 3 4 5 8 8 10 12 16 3 4 5 8 8 10 12 16 ISO Тверд. vc ae max = 0,60 x D ap max ≤ 850 N/mm 2 250 0,13 0,17 0,21 0,29 0,38 0,48 0,58 0,77 0,18 0,24 0,30 0,36 0,48 0,60 0,72 0,96 P ≥ 850 N/mm 2 170 0,09 0,12 0,15 0,22 0,29 0,36 0,43 0,58 0,15 0,20 0,25 0,30 0,40 0,50 0,60 0,80 ≤ 240 HB 220 0,11 0,14 0,18 0,25 0,34 0,42 0,50 0,67 0,18 0,24 0,30 0,36 0,48 0,60 0,72 0,96 K ≥ 240 HB 180 0,10 0,13 0,16 0,23 0,31 0,38 0,46 0,61 0,15 0,20 0,25 0,30 0,40 0,50 0,60 0,80 ≤ 55 HRC 120 0,07 0,10 0,12 0,18 0,24 0,30 0,36 0,48 0,12 0,16 0,20 0,24 0,32 0,40 0,48 0,64 H 55 - 63 HRC 90 0,04 0,05 0,06 0,11 0,14 0,18 0,22 0,29 0,10 0,12 0,15 0,18 0,24 0,30 0,36 0,48 ≤ 850 N/mm 2 130 0,11 0,14 0,18 0,25 0,34 0,42 0,50 0,67 0,12 0,16 0,20 0,24 0,32 0,40 0,48 0,64 M ≥ 850 N/mm 2 70 0,07 0,10 0,12 0,18 0,24 0,30 0,36 0,48 0,10 0,12 0,15 0,18 0,24 0,30 0,36 0,48 S Ti 60 0,07 0,10 0,12 0,18 0,24 0,30 0,36 0,48 0,10 0,12 0,15 0,18 0,24 0,30 0,36 0,48 186