Общий каталог FANAR 2021 - страница 106
Навигация
 Общий каталог FANAR 2018
Общий каталог FANAR 2018 Каталог FANAR цельные твердосплавные фрезы
Каталог FANAR цельные твердосплавные фрезы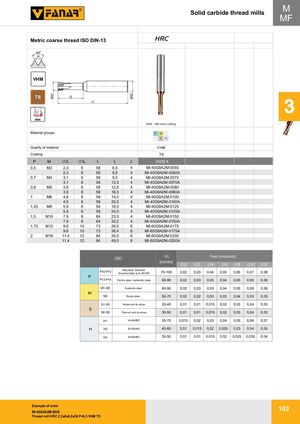
Ød1 Ød2 Solid carbide thread mills M MF Metric coarse thread ISO DIN-13 HRC 600 P VHM TS l2 l1 3 VHM M04 M04 - left hand cutting Material groups P M K N S H Quality of material VHM Coating TS P M Ć d1 Ć d2 l1 l2 z INDEX 0,5 M3 2,3 6 58 6,5 4 MI-40G9A2M-0050 2,3 6 58 9,5 4 MI-40G9A2M-0050A 0,7 M4 3,1 6 58 9,0 4 MI-40G9A2M-0070 3,1 6 58 12,5 4 MI-40G9A2M-0070A 0,8 M5 3,9 6 58 12,5 4 MI-40G9A2M-0080 3,9 6 58 16,0 4 MI-40G9A2M-0080A 1 M6 4,6 6 58 14,0 4 MI-40G9A2M-0100 4,6 6 58 20,0 4 MI-40G9A2M-0100A T1o,l2e5rancjaM8 5,9 6 58 18,0 4 MI-40G9A2M-0125 5,9 6 58 24,0 4 MI-40G9A2M-0125A 1,5 M10 7,9 8 64 23,0 4 MI-40G9A2M-0150 7,9 8 64 32,2 4 MI-40G9A2M-0150A 1,75 M12 9,6 10 73 26,0 6 MI-60G9A2M-0175 9,6 10 73 36,4 6 MI-60G9A2M-0175A 2 M16 11,4 12 84 35,0 6 MI-60G9A2M-0200 11,4 12 84 49,0 6 MI-60G9A2M-0200A Vc Feed [mm/tooth] ISO [m/min] Ć2 Ć3 Ć4 Ć6 Ć8 Ć10 Ć12 Alloy steel, Tool steel, P10-P12 Tempered steel up to 38 HRC 70-100 0,02 0,03 0,04 0,05 0,06 0,07 0,08 P P13-P14 Ferritic steel, martensitic steel 60-90 0,02 0,03 0,03 0,04 0,05 0,06 0,06 M1-M2 Austenitic steel 60-90 0,02 0,03 0,03 0,04 0,05 0,06 0,06 M M3 Duplex steel 50-70 0,02 0,02 0,03 0,03 0,04 0,05 0,05 S1-S5 Nickel and its alloys 20-40 0,01 0,01 0,015 0,02 0,03 0,04 0,05 S S6-S8 Titanium and its alloys 30-50 0,01 0,01 0,015 0,02 0,03 0,04 0,05 H1 45-50HRC 55-70 0,015 0,02 0,03 0,04 0,05 0,06 0,07 H H2 50-55HRC 40-60 0,01 0,015 0,02 0,025 0,03 0,04 0,05 H3 55-60HRC 35-50 0,01 0,01 0,015 0,02 0,025 0,035 0,04 Example of order 103 MI-40G9A2M-0050 Thread mill HRC 2,3x6x6,5x58 P=0,5 VHM TS