Общий каталог Dümmel 2015 - страница 100
Навигация
 Общий каталог Dümmel 2014
Общий каталог Dümmel 2014 Каталог Duemmel общий 2022
Каталог Duemmel общий 2022 Каталог Dümmel дополнение 2018
Каталог Dümmel дополнение 2018 Каталог Dümmel дополнение 2017
Каталог Dümmel дополнение 2017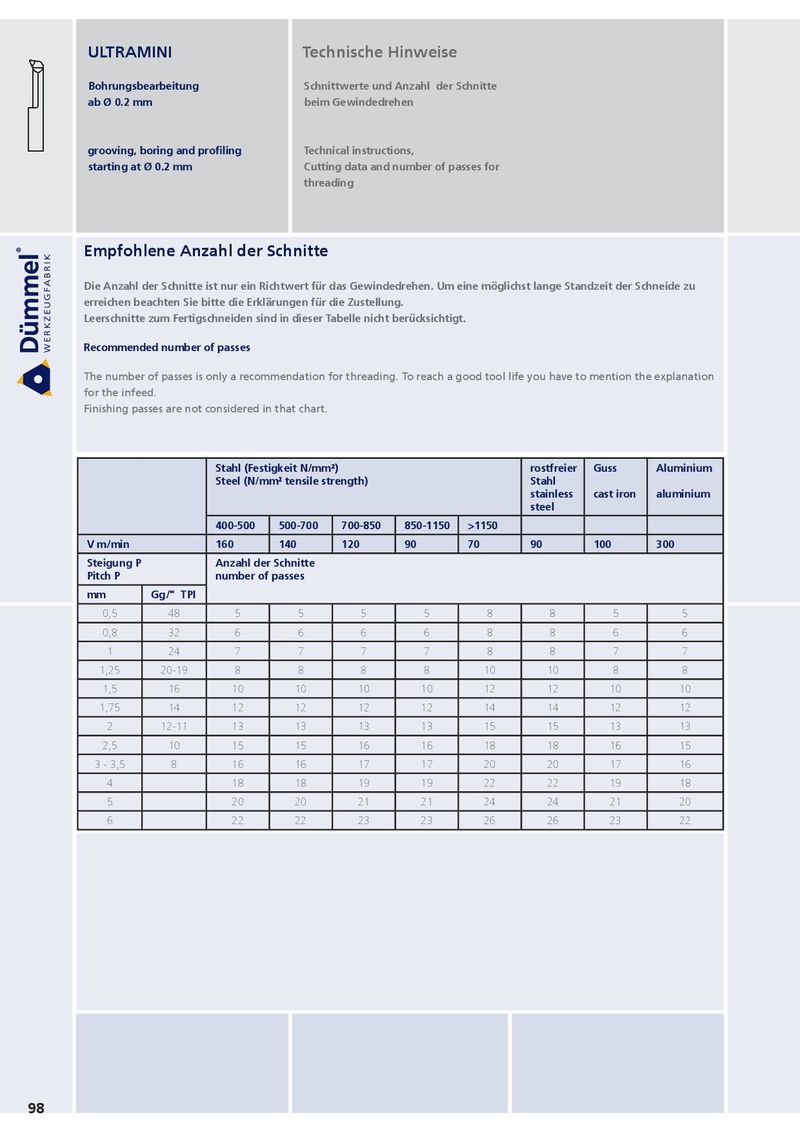
ULTRAMINI Technische Hinweise Bohrungsbearbeitung Schnittwerte und Anzahl der Schnitte ab Ø 0.2 mm beim Gewindedrehen grooving, boring and profiling Technical instructions, starting at Ø 0.2 mm Cutting data and number of passes for threading Empfohlene Anzahl der Schnitte Die Anzahl der Schnitte ist nur ein Richtwert für das Gewindedrehen. Um eine möglichst lange Standzeit der Schneide zu erreichen beachten Sie bitte die Erklärungen für die Zustellung. Leerschnitte zum Fertigschneiden sind in dieser Tabelle nicht berücksichtigt. Recommended number of passes The number of passes is only a recommendation for threading. To reach a good tool life you have to mention the explanation for the infeed. Finishing passes are not considered in that chart. Stahl (Festigkeit N/mm²) rostfreier Guss Aluminium Steel (N/mm² tensile strength) Stahl stainless cast iron aluminium steel 400-500 500-700 700-850 850-1150 >1150 V m/min 160 140 120 90 70 90 100 300 Steigung P Anzahl der Schnitte Pitch P number of passes mm Gg/" TPI 0,5 48 5 5 5 5 8 8 5 5 0,8 32 6 6 6 6 8 8 6 6 1 24 7 7 7 7 8 8 7 7 1,25 20-19 8 8 8 8 10 10 8 8 1,5 16 10 10 10 10 12 12 10 10 1,75 14 12 12 12 12 14 14 12 12 2 12-11 13 13 13 13 15 15 13 13 2,5 10 15 15 16 16 18 18 16 15 3 - 3,5 8 16 16 17 17 20 20 17 16 4 18 18 19 19 22 22 19 18 5 20 20 21 21 24 24 21 20 6 22 22 23 23 26 26 23 22 98